Anyone have any recommendations for this? Material thickness is .190". I need to drill a large assortment of 5/64" holes and would prefer to us the CNC. I tried pocketing and got to my 4th hole and broke the cutter. I was stepping down about .019" at a time. It seemed to be going well and then it broke.
I have not used this bit, but I have had great success with all of the bits I have purchased from Drillman1 on Ebay. I would just use the bit and do peck drilling through the material.
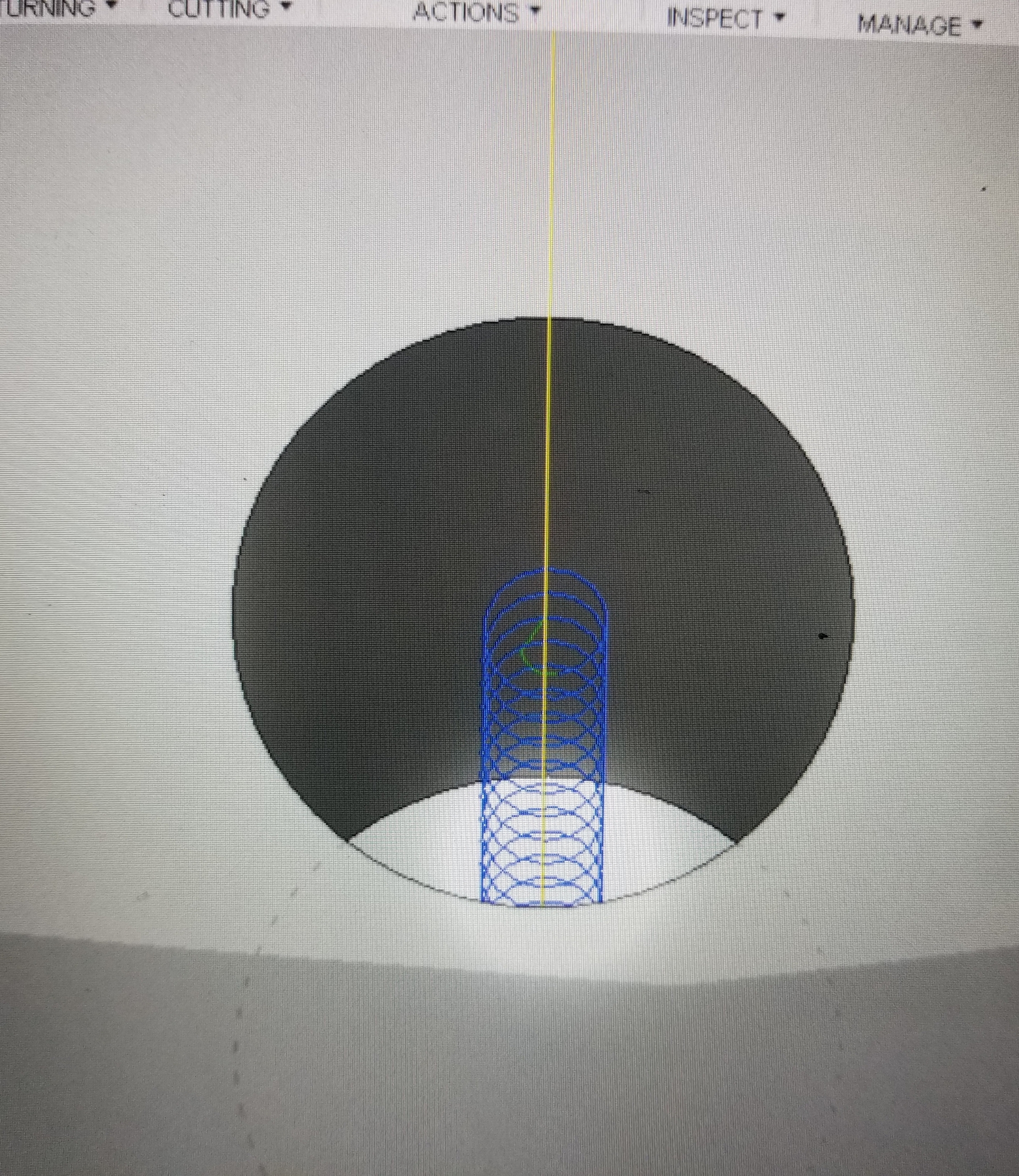
You could try the helical drilling. It just ramps down as it cuts around the circle. It’s available in Fusion 360 or Estlcam. I have had some success with that.
Endmills dont like drilling, they can but not optimal. A bore op will be ramping down constantly and also side cutting. Peck drilling with the perfect size leave little room for chip evacuation and your tool load spikes everytime it plunges
Smooth is reliable, especially with small carbides
ok, I might stick with the 2 flute .0625" cutter and run the holes via fusion 360s boring set up. I was ramping to .019" doc and pocketing the hole when I broke the cutter. But what you are saying is the smooth consistent helical bore is easier on the cutter?
Problem #1 is that that’s almost twice the doc you should be taking on that small endmill. I mean that’s almost 33% width, pretty heavy when you factor in things like total indicated runnout.
Imo set chipload to 1 thou, start height a little above top, in passes adjust pitch and you can even start smaller then work up, lead to center
ok thanks for the insight. I will give this a shot and see how it goes. Tough part with this set up is I have about 200 of these holes to drill per setup and I want to reduce cycle time as much as possible since I will have to run alot of them.
Do you have a plan C? Peck Drilling with a properly coated drill and a high pressure air/oil blast. There is no room for the chips and no strength for re-cutting them. Still probably the best option. Helical second. Just my opinion.
My plan c would be to drill them on a drill press with a traditional drill and a fixture. I would prefer to just do a tool change on my CNC and have it cut all the holes for me accurately.
I think Ill look into some drill endmills and give that a shot. If that doesnt work out I will go the helical bore route with the 1/6" cutter.
Even if you spot drill/mill them for a second op (drill) outside of the machine would be great. At least you’ll have them on center per the program/part.
ya that might be my plan C with plan D being the fixture drilling. That way you could drill down only like 1/4 or 1/2 the depth of the part and finish it up on the drill press.