Hello everybody I hope you and your families are safe and well!
Quick question I thought that if instead of chips I was producing dust or fine debris I was rubbing? So should I slow down or speed up?
I thought I need to speed up but not having much luck either way. Thinking my bit might be at fault here, so as a general rule rubbing is due to f&s being to slow, or do I need to dust off Julie’s excellent book lol
Thanks in advance
Jon
P.s. every time I think I have nailed it as an amateur machinist the end mill of destiny says “nope your path has only just begun” lol I love this hobby
Rubbing vs not depends a lot on the material and clearing - if you’re getting dust it could just be chips getting recut, which with wood isn’t a big deal (wood doesn’t work harden ). If it’s MDF, or maybe some phenolics, you’ll always get dust.
Many blades and bits make saw dust when they are dull. If you know the bit is not dull then keep working on F&S. You can physically feel the cutting edge(s) and if they feel sharp they are. If the edges do not feel sharp then you know the answer.
Wood saw blades and router bits make chips, not dust, when they’re dull. They require more feed force (increasing danger) and/or lower feed rates (increasing the probability of burning).
Well a 0.002" chipload, in pine, with a 1/8" endmill seem quite normal to me, so it should make chips.
What’s your definition of “dust”, do you have a close-up pic maybe ?
I’ll be interested to see what happens with the same job using a fresh/sharp endmill when you do further tests.
Rubbing in pine: you’ll smell it before you see it…(ask me how I know…it was my very first cut on the Shapeoko, and my endmill got a free tan from that cut)
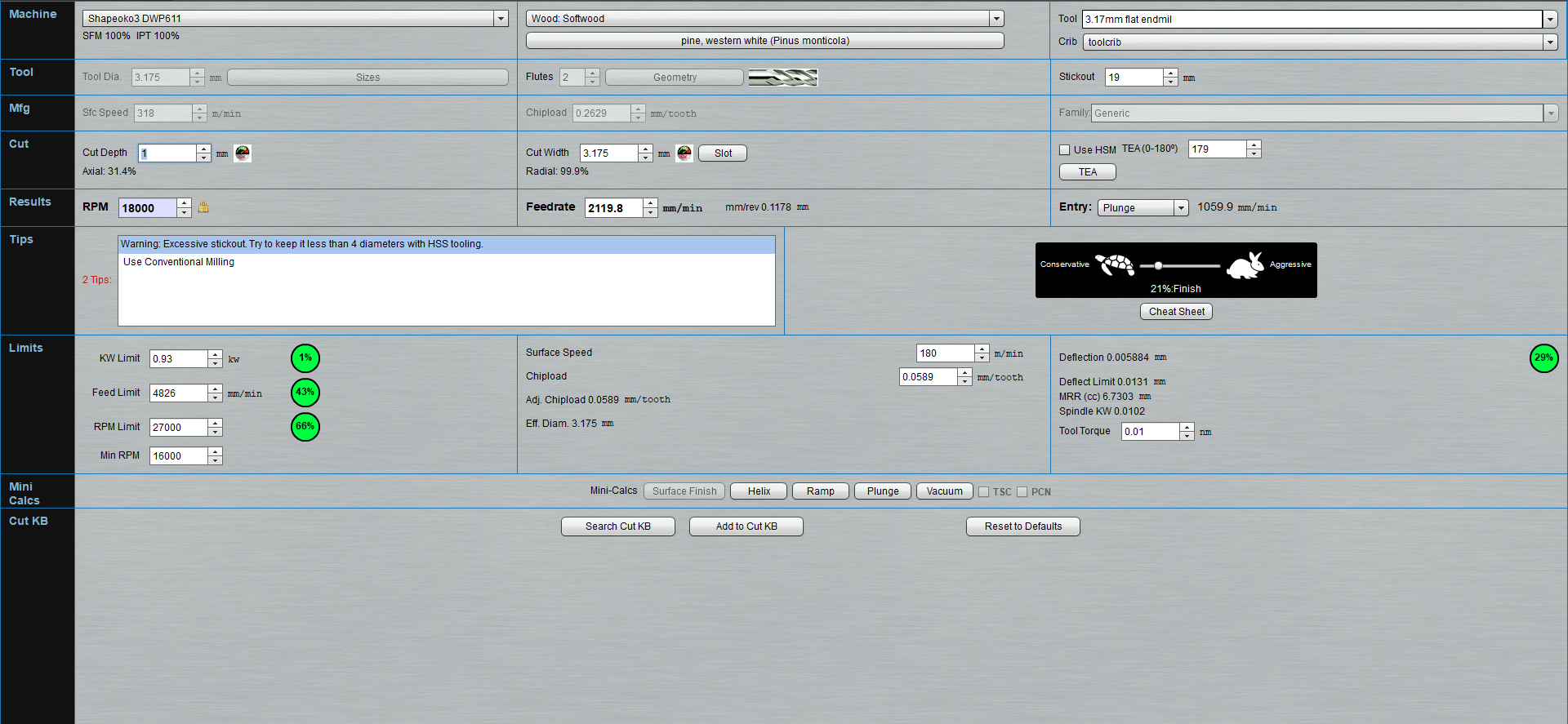
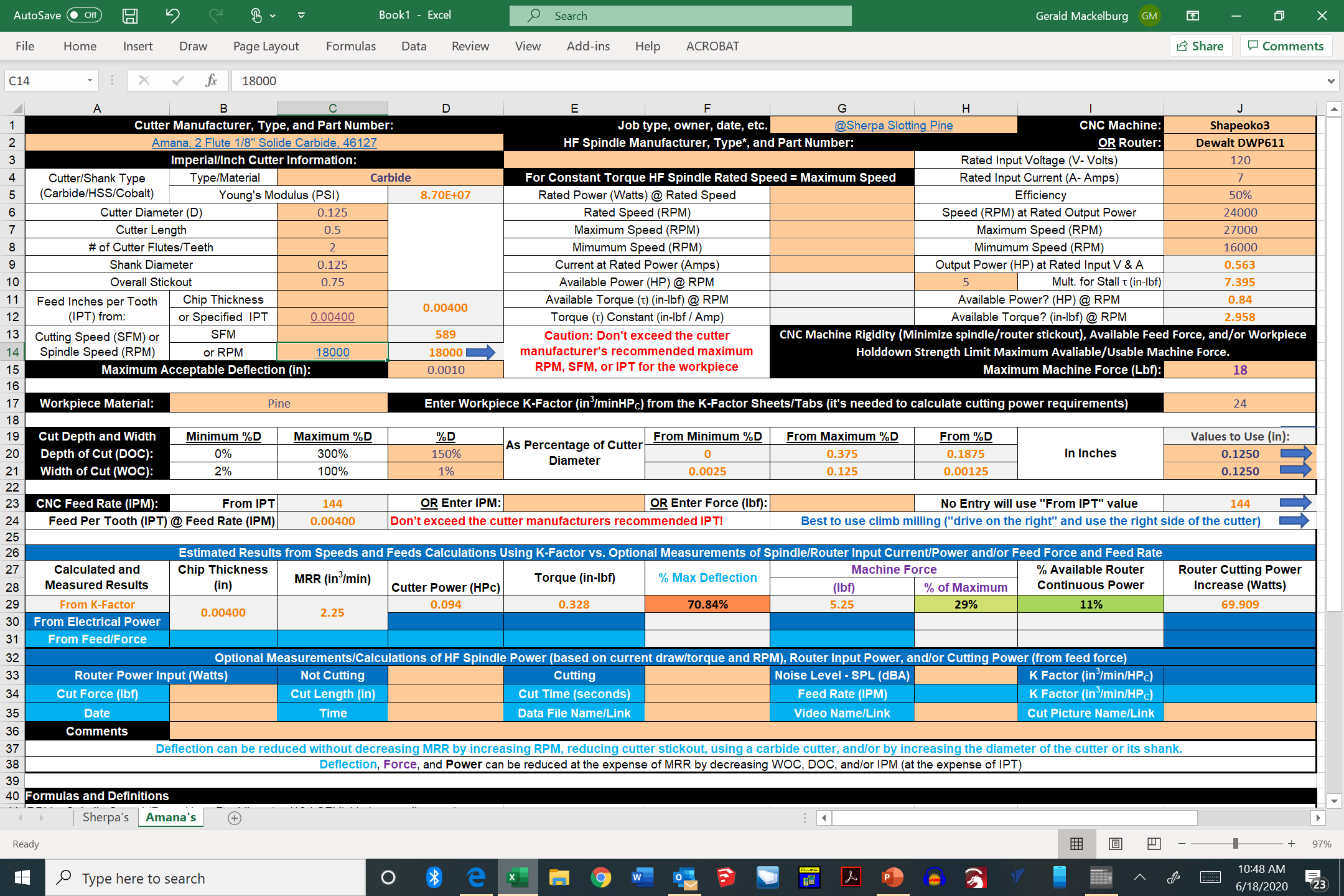
Using only the tip of endmills will wear them out pretty quickly. Amana recommends a DOC = 0.125" and 0.004" IPT for a similar(?) 1/8" 2 flute endmill (even bigger chips)! It’s likely that even stock Shapeokos could do that. But, cutting forces are inversely proportional to feed rate and IPT is proportional to it. Even reducing the feed rate by a factor of 8 would make acceptably sized 0.0005" “chips” while significantly reducing cutting forces (a good thing). Maybe start at ~70 IPM and use Carbide Motion’s overdrive to adjust it up or down while cutting to get something that feels/sounds right?
 ). If it’s MDF, or maybe some phenolics, you’ll always get dust.
). If it’s MDF, or maybe some phenolics, you’ll always get dust.