Ive done this with pvc glue and it works great. It stronger than steel.
Long as you have a way of clamping it together.
And you need to allign carefully before you apply glue because you only have a few seconds once you apply the glue. Once you touch the two pieces together it will not move
Thanks. I glued up the pieces. Of course there is a little bow in one direction at the seam. I am thinking to doublestick tape it down and flatten the slab. I think I will flatten out the wood grain side since there would be very little of it showing with this design anyway. And it may look odd for the rest of it to not have grain. Although I could try a texture pattern I guess.
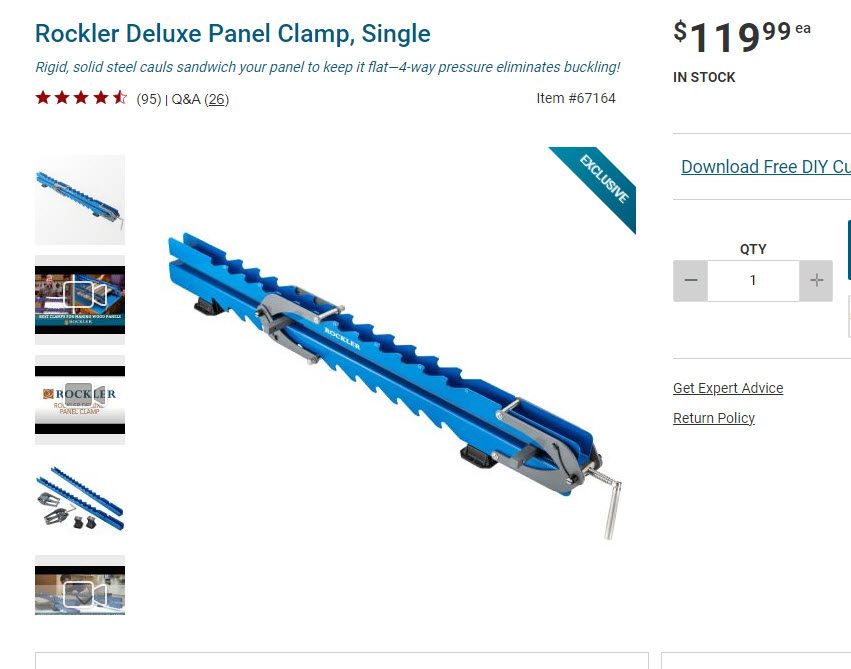
I bought a couple of these clamps from Rockler. There a little pricey but they do a great job because they clamp the stock in both directions. Clamp the stock together and also clamp down to align up the edge. I originally made my own set out of some 2 x 2’s with carriage bolts but these work 10 times better
I have a couple of similar ones where the brackets were in a kit and I had to supply the 2x2 but they are a bit of a pain to use. Typically I will at least put some clamps on the top as well as the bottom but didn’t think I would have time before the glue set.
I may just tape/clamp it down and do the carving. Once done it may have a slight bow in the middle but a couple of days in the GA Sun may take care of that
Or some strategically placed keyhole slots could keep it in line.
It depends on what is getting cut, what it needs to look like, and what kind of stress it might have to endure. If it’s outside, in the wind, or will get moved around, I think I would go with some kind of lap, rabbet, tongue&groove joint. Otherwise PVC glue is pretty strong.
If you have a large enough flat surface (Kitchen table?) you could place the 2 pieces about 1/2" apart with the good surface down. Place a bunch of weight near the glue edge. Apply the primer, then glue & just slide them together, apply a little pressure for about a minute, then let the glue cure for 10-15 minutes.
A sheet of wax paper will keep the glue off the table, and alleviate spousal wrath
I did a bunch of these & just made the joint part of the design.
Thanks. I didn’t use the primer as mine was purple and I worried about that staining. I thought about doing a slot and spline but opposing rabbets would be good as well.
No way I could have gotten away with doing it in the kitchen. I have a large work surface in the garage and used 4 cabinet clamps on the bottom. The board rested on those and then I tightened. I tend to tighten too much though
This will be mounted outside flat to a wall so I think it will be Ok. I will try the other clamps or a mor gentle touch next time. And get some clear primer.
I typically use 18k rpm and 120 ipm for a 1/4 upcut bit and that works well, . 1/8 and 1/16 bits are a little trickier to keep the pvc from melting and clogging the cut. sometimes with 1/16 i cut twice to make a clean cut with no melting and no clogging
Ok thanks. I was thinking 1/8 DOC but maybe I should be more agressive. The total depth should be .25 so maybe I will do a .225 DOC to leave a tiny bit for the final pass.
PVC is super soft and cuts really easy. (As mentioned, slow RPM, fast Feedrate)
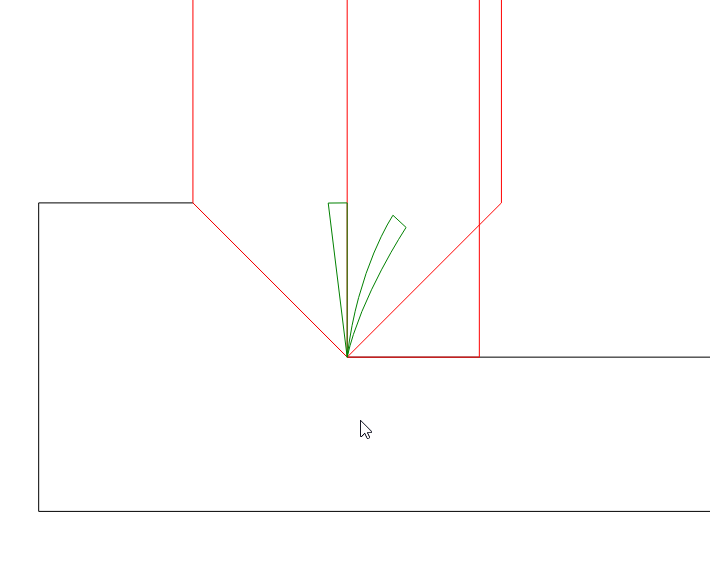
I have a problem when Advanced V-Carving with the “burr” on the edge of the V bit getting pushed away from the cut and leaving material.
It is much better if you reverse the order of the cuts to do the V-bit first, and clearing tool second.
But it still leaves a little bit of a burr. Fortunately, it’s so soft you can dig them out with your fingernail, a small scraper, or a nylon brush.
I think climb cutting would also help a lot, but alas, CC likes to conventional cut.
I think 18k is pretty fast. For PVC I run everything down to 1/8" at 8000 RPM and get no melting.
I might speed the spindle up a bit for really small tools, or vee-bits if not cutting very deep.
The newer versions of CC allow you to reverse the order of the Adv V-carve paths to run the Vee bit first.
I usually split the file into 2 paths & just run them separately. Vee bit first, Clear tool second. Usually no need to run the vee bit again.
Hmm. I haven’t seen the option of doing the clearing without doing the V carve. Unless defining it as a pocket with an oversized bit I guess.
I have the Makita so 10k is the slowest I can go.
I do wish I could do a 1/4 and an 1/8 clearing but that would require defining it as a pocket. Would really love to be able to
Specify multiple clearing tools.
Yes it will work I will just have to create a larger offset and mill it as a pocket and then use that offset as a boundary for my Vcarve and use the smaller bit for clearing in there.
I think Vectric allows you to define multiple bits for the clearing operation which would save a little time.
I did my cut today. I am super happy with the way the flat areas turned out but I have some cleanup on the edges of the vcarve to do. This is .25 deep and stupidly I had the V bit depth per pass at .3. I should have made it smaller but I forgot to check that one.
I don’t know if another pass with the V but at this point would help. I can try with xacto knife.
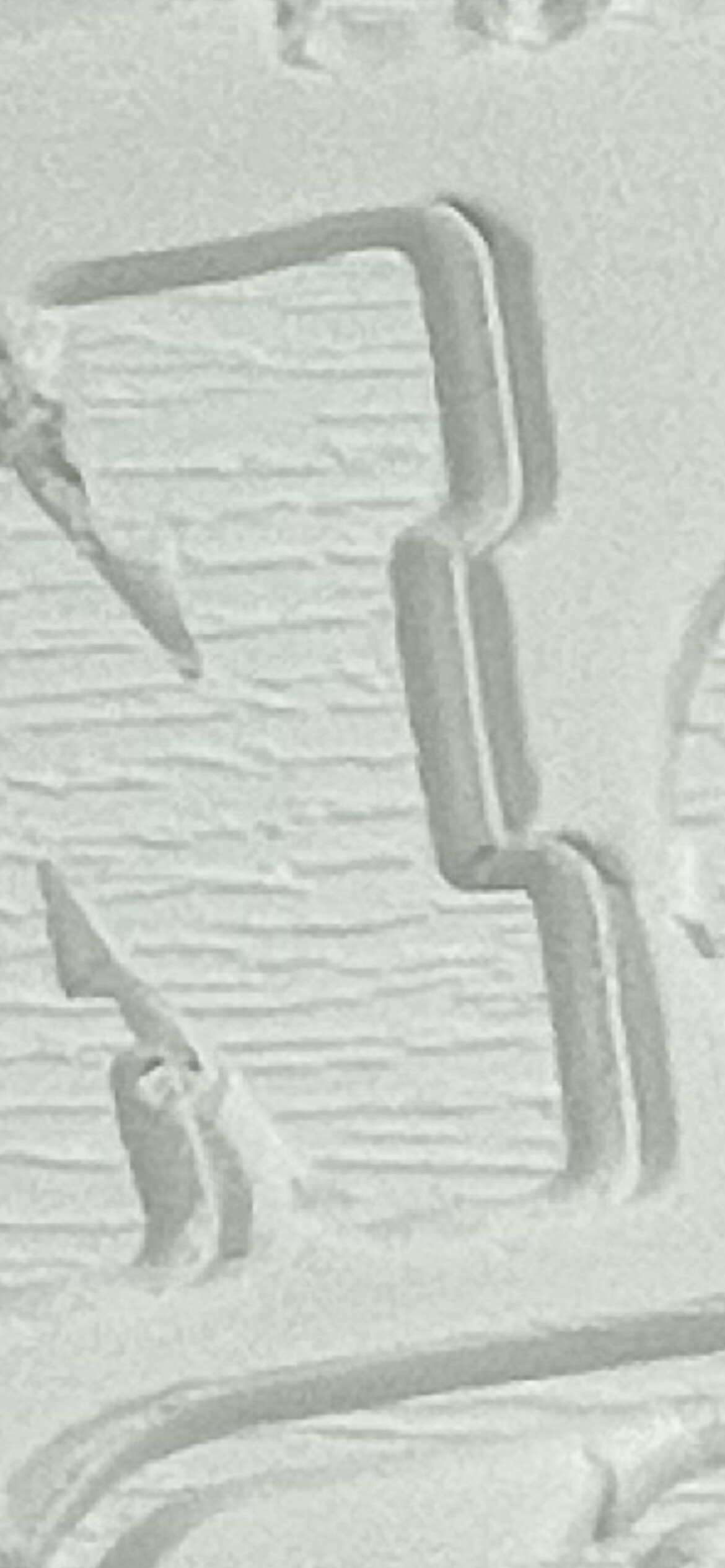
I was able to clean it up with xacto knives but I am not happy with the vcarve portion. This is supposed to be my first paying job so I want it to look nice.
The bit took some divots out of the H and the T and a little of the A. Same situation elsewhere on the carve. I don’t know if this was due to the full depth carve on the initial pass (my mistake) or something else. I don’t think I had an X or Y shift as the overall carve was OK on the perimeter and the final contour.
I used a 60 degree Groovee for the V carve portion. It has a flute length of .5 and this carve is only .25 deep.
I am going to try a couple of tests with smaller portions tomorrow. One will use the same bit but smaller depth per pass. For the other I may use a 30 degree Amana bit but also with a lower depth per pass.
This project overall is 18x34. Even with the single pass on the vcarve total time was almost 2 hours. Decreasing depth per pass is probably going to shoot this to 4. I am already running 120 ipm.
The real problem is that this is PVC and I can’t toss this one in the burn barrel.
Looks like lost steps along the X-axis — did a wire or hose interfere?
Post the .c2d files, step-by-step notes on how you secured the stock and set zero relative to it and managed all tool changes and a photo showing an attempt at cutting still in place on the machine.