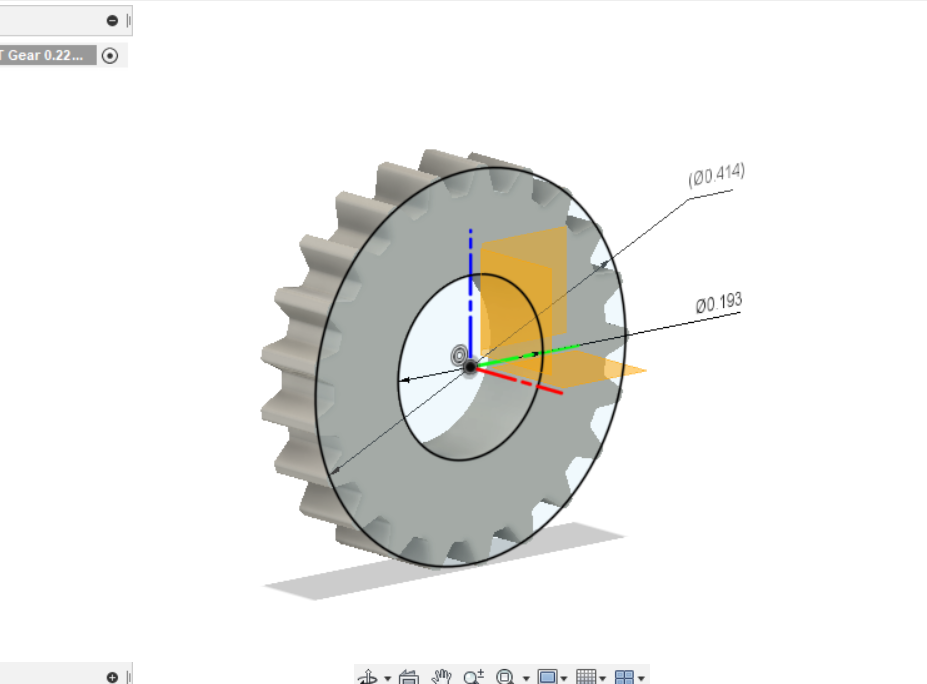
I need to make some TINY Gears from tool steel (O1). Now I LOVE my 4 years, 9 months, 15 day old Makita RT0700 Router, but it’s too fast for cutting steel with a HSS Gear Cutter ( Recommended 60 SFM with a 1.0" Dia cutter == 250 rpm!!!)
So I am thinking about mounting a variable speed 3/8" drill motor to my Shapeoko. Has anybody done this? Looking for pointers, and potential problems from an experienced user.
Drills are not really made to handle radial loads, only axial.
The runout on a drill like that may be problematic, especially with the small tools you will need for this. The rule of thumb I have heard is that you want your runout to be a max of 5% of the diameter of your tool when dealing with micro machining.
If you go with a smaller tool in your Makita, you can reach those smaller SFM numbers. A 3/32" tool at 12,000 RPM is just under 300 SFM.
Total depth of cut for the above (tiny) gear is about 0.026" (which will be made in one rough and one finish cut, so the side loads are very low. (So I think I’ll be ok) I agree with your point about the radial loads.
The ball bearing drill motor (that I measured) actually has less runout than my Makita router.
Please refer to the photo above regarding HSS Involute Gear Cutter looks like.