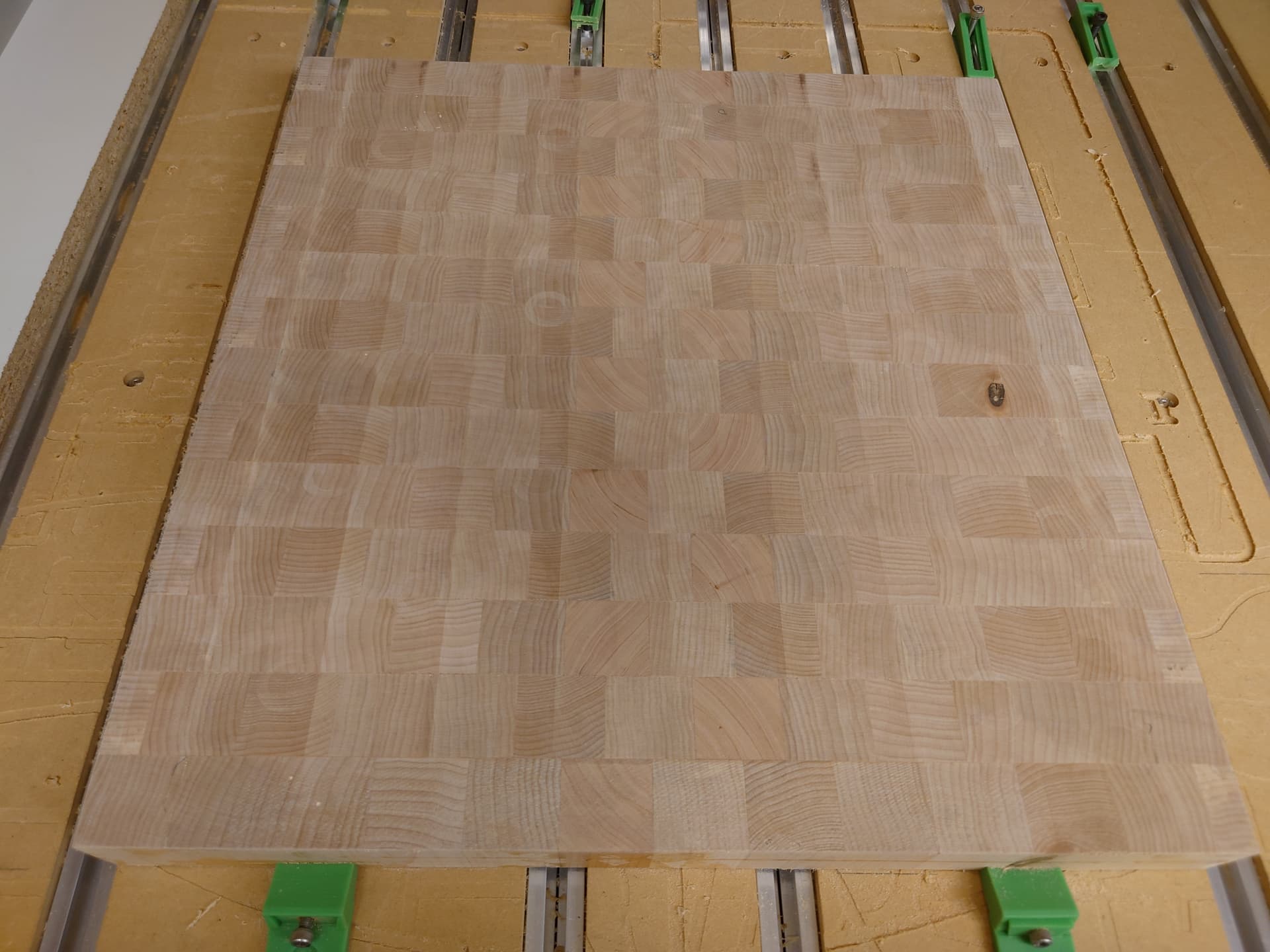
I am working on surfacing a 20x20x1.5" maple (little bit of cherry) end grain cutting board. Did the bottom side first to try feeds and speeds. I set my path using a polyline going up and down the board, 1" stepover, .015" DOC, feed @ 60, rpm @ 18k. I played around with router speed and feed rate during the job with little success in fixing my issue. Overall cut looks great, but I have these crop circles that are slightly deeper than the bulk cut, and I can hear the cut sound change when it happens.
I changed my profile to be .8" stepover(try it tomorrow night on show face), but looking for advice on what is physically happening to cause these circles. Granted, end grain maple is hard to cut, but the bit and initial settings gave a very nice finish minus the circles, and I can spend some time sanding them out if needed.
What do you guys think? I assume this is some interesting phenomenon due to vibrations, so anything I can do to improve settings?
I would watch the machine to see if it is stuttering at all during these passes. If the machine hesitates or lingers for even a split second, that can let the cutter grind away a tiny bit more material. It should be super steady in it’s movement, and if not I’d check to make sure your computer isn’t running an update or anything in the background.
Also, which machine do you have? If it’s a 4, you’ll want to check your V-wheels to make sure they’re super clean and not gunked up, as well as properly tightened. That can cause tiny stutters and bumps that tip the spindle and leave small periodic marks like this.
To add to @wmoy whenever the router stops/hesitates the cutter will tend to pull itself down, If you have a C3d/Makita router check if your lower bearing is good. With the router off and a bit tightened up grab the bit and push it around to see if there is any movement.
In my experience the larger the bit the faster you need to run. with a large bit and 60 IPM you could get burning. There is a lot of cutter engagement with a large surfacing bit and that builds resistance and heat. So speed up and make the doc smaller to compensate. You are right maple end grain is very hard so you want to speed up and check the router and if a belt machine like an SO3/4 check your v-wheels as @wmoy suggested. If an SO4 Pro or SO5 are your rails and ballscrews recently lubricated.
What I see is a pattern. If you look at the crop circles they are all in line with the Y axis and not random. However on the X axis they are random and don’t seem to be in line with each other.
As others have stated before anything that causes the movement to stop or hesitate the slightest will cause problems like you are seeing.
I would check connectors and wiring on the gantry and look for lose or damaged connectors, pins or wiring. You can go into the jog mode and move the Z along the X axis and and do a wiggle test on the connectors while moving and listen for a sound change of the motors while moving the Z axis. You don’t need to turn the router on or have a bit in the chuck. I would lower the router in about the same height as if you were machining.
So I took the advice of removing the bottom cutters, and with no other changes that fixed the circles I was getting. I’m wondering if it couldn’t clear the chips effectively. Cut finish was still good.
I had suspected possible Y axis stutters, but all my connectors are very well secured, and I was not seeing any odd motion so I ruled it out. It is a pro, so linear rails and all are clean and tight.