Right after homing the machine I move the machine to a particular machine coordinate where I made a little mark. Sometimes the mill doesn’t lie on top of the mark instead has about a 1mm error.
My understanding is that the endstops can precisely zero the machine, so I am confused about what causing this divergence.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove bolts which won’t stay tensioned (M4 Z-axis tension bolt, various V wheels with eccentric nuts), apply a thin bead of threadlock along the length of the threads, then reinstalling. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
If you don’t find anything to address there and continue to have difficulties please let us know at support@carbide3d.com and we’ll do our best to help you puzzle things out.
Thanks for your quick response.
Pulley set screws - are tight.
V wheels are tight.
Repeatability issues are only on X and Y. X-axis motor is tight.
The belts are tight on my opinion:
It takes 0.22 kg to displace it 1cm at the center of the x-axis and y-axis. In contrast, the z-axis took 3kg to be displaced about 1 cm. I also can't hear any belt skipping when the machine moves.
I did some more experimentation, if the machine is kept on, it can reliably go from homing to the specified machine coordinates. The problem happens when the machine is turn off, after homing and move to the specified machine coordinates there is an error of 1mm on x and y. I think this is evidence that the belt system is working correctly because when on it can repeatedly move in a precise way but that something fishy is going on with the first homing.
How can we run some gcode that repeatedly homes the machines and compares the believed position with the actual and plot that distribution?
We’ve got your ticket referencing this at support@carbide3d.com and we’ll do our best to work this out with you there and to share what we learn with the community.
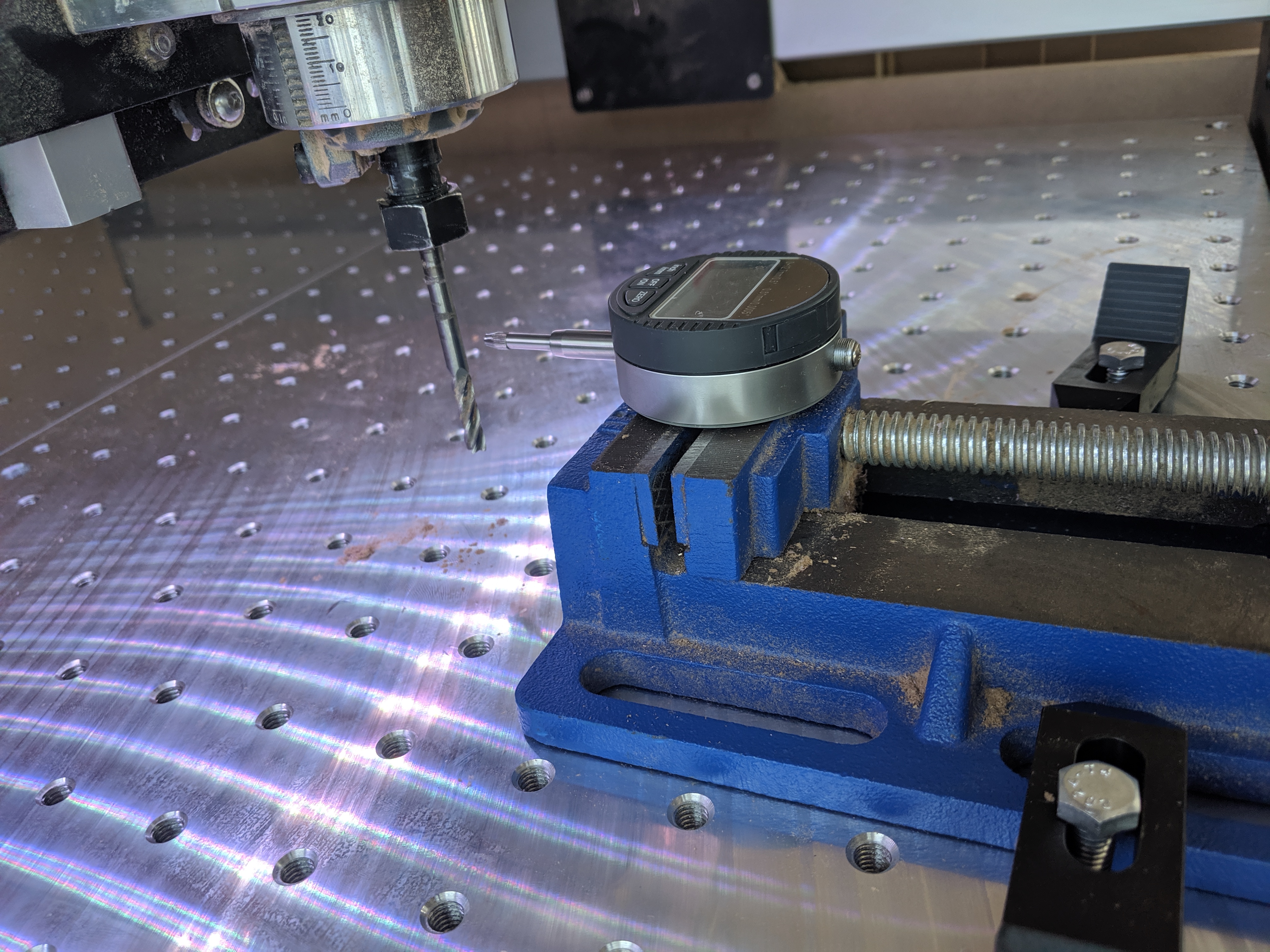
I did some more precise testing and there doesn’t seem to be any problem.
I set a machine position where indicator marked 3.02 mm.
Then move the machines around and made it go back to that machine coordinates.
The measurements I took where
Random moves
3.02
3.02
3.01
3.00
3.00
3.00
3.00
3.05
3.03
3.05
3.05
3.08
3.03
Then I did home and go back to those machine coordinates and I measured
After homing
2.99
2.99
2.99
3.00
3.02
I then turn the machine on and off, home, and go to where the instrument was and I measured
After turn off
3.01
3.00
2.99
The machine error is likely to be less than .02 mm given that I was measuring against the mill which can move slightly. But for sure much less than the 1mm error I thought there was after homing.
Some of us have gone to using powered non contact proximity switches for a little better repeatability.
In my case, stock limit switches could vary as much as 0.010" or more. This was seen on three separate machines with stock switches and the problem went away with the new ones.