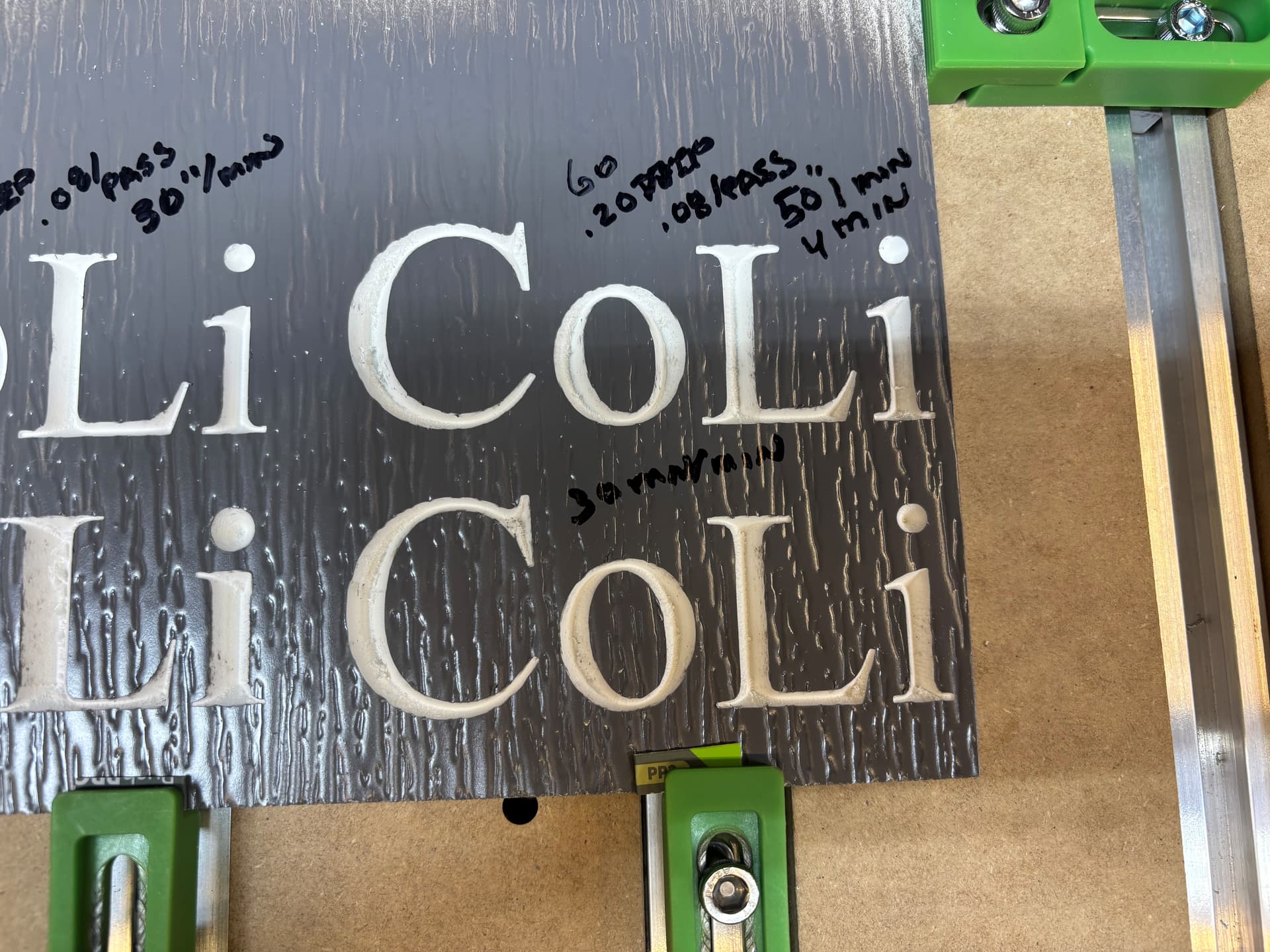
So I am trying to do my first engraving sign. I am using “Times Roman” and using the 60 V cutter from Carbide Create. After several trials (18,000 rpm) it looks like going .200" deep at .080" per pass at 30 m/m (also ran 50 m/m, was bad either). The side of the letters could be a little smoother and some letters (example “C”) could be cleaner on the bottom. SO my questions:
Am I using the right cutter for the job, any other suggestions?
Are my speeds and feeds realistic?
Any suggestions on how to get the sides and bottom smoother?
Thanks for any input
I suspect your RPM setting is too high for cutting the PVC trim board - under 15,000rpm is probably adviseable. PVC heats up quickly & likes to to turn into a sticky goop on saw blades/end mills/V-bits. The point of a V-bit isn’t able to do much cutting as it reduces to a sharp point & acts more like a drag knife at the very tip. The general rule with plastics is to cut at low RPM & high feedrate to cut actual chips & avoid melting the plastic. Also the reason for getting O-flute bits. I don’t know if there are single cutter, O-flute V-bits.
And if you search around the forum you can find some useful threads:
Using a v bit/v carving on a textured surface may never produce sides which appear smooth. You would get a better result by pocketing the letters with a zero flute bit as previously mentioned.
Which machine? Which Z axis?
Cutting only a depth of 0.08" per pass, you should have no problem at 3x your feedrate (150in/min). Increasing your feedrate will clean the cuts up. That said…some of the squiggly edges are due to using the textured side of the PVC. If you want to use textured PVC, your gonna get that.
I have the shapeoko Pro xxl, I purchased the 65 mm vfd (18,000 rpm). I purchased a 1/4" O flute 60 V cutter, which should be arriving by Wednesday. Can the Shapeoko Pro XXL handle 150 mm without crashing?