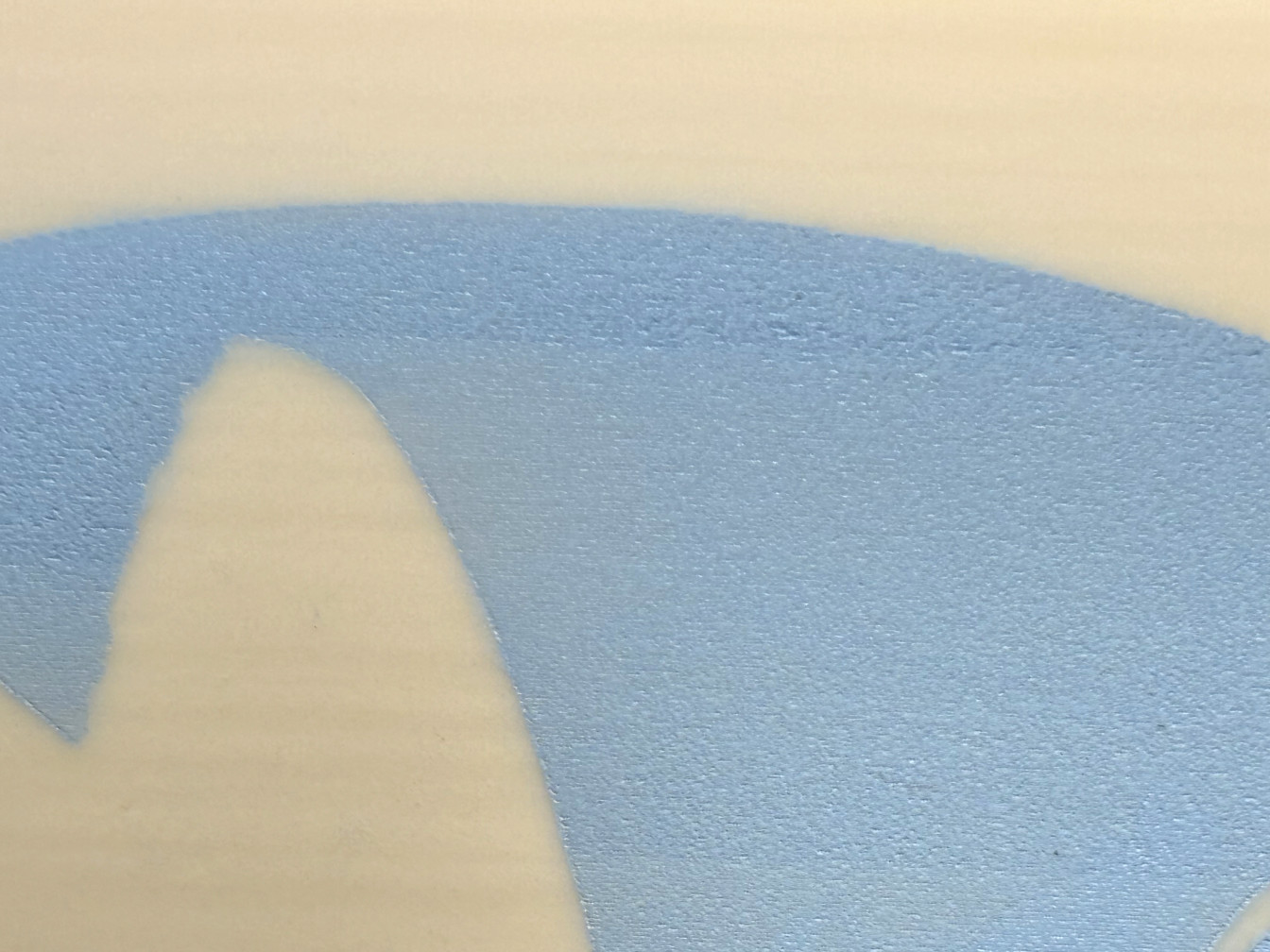
The following in a pic of a persistent issue I’m having with engraving where, in some places, the engraved lines are coarser. When looked at under the stereo microscope, these lines have deeper and more erratic divots compared to the bulk of the lines.
The lines are parallel and spaced 0.13 mm apart. The engraver is a non-rotating carbide drag bit fit into a spring holder which is designed to keep the bit from rotating. After engraving the lines are blown out with compressed air, painted with India ink and the ridges lightly sanded down with 400 grit.
This particular photo is rather different that the previous dozen iterations in that the issue also appears below the wing tip to the left, more often it’s mostly just above the tip except as noted below.
My primary suspicion was that, even though the system is designed to not rotate the bit, there was a slight bit of rotation happening over the course of the three hours runs. Carbide Create’s algorithm has the cutting sequence all over the place and it was doing the offending section after the smoother area below the wing tip. So I dedicated three days, I’m rusty, writing a program that rearranged the cutting sequence such that the lines are engraved in order of Y from bottom to top. Still had the issue. Also, this iteration was done with the direction of the engrave alternation each increment of Y.
I tried other angles of bits, nope. I’ve honed the bits against a fine diamond plate until they looked quite good and uniform under 30X. Nope.
One intervention that does make a difference is rotating the collet a quarter turn or so. This can somewhat reduce the issue or is equally likely to move it to similar geometry near the bottom. I have gotten a couple trials that were acceptable if I didn’t sand too much but I screwed them up in later stages. I’d like to get consistent with this, it’s my last bug-a-boo for this work flow.
There are seven more layers to the project but they all engrave well but none has this kind of repetitive extent.
The erratic divots are the confusing part for me. I wouldn’t expect those divots to show up if it were just the bit rotating.
My initial instinct was that it might be inconsistencies in the material, like the divots being softer so the same spring force digs deeper compared to other areas
But if it’s consistent in roughly the same area across multiple material samples, that theory doesn’t hold much water.
It’ll be interesting to see what the community can come up with.
I had a similar results in a test piece in acrylic — it seems to be caused by the tool not getting compressed exactly as much after a lift/retract over an uncut area — I experimented with having the texture toolpath cut twice, with 50% of the cutting in each direction, but this required that the engraving cut be exactly level since such toolpaths have to be level, unfortunately, the part shifted and I never got back to finishing the experiment.
If someone could post a .c2d file and a photo showing inconsistent results (ideally w/ a new/sharp tool in an easily sourced and engraved material) we can try to look into this.
If the compression difference turns out to be the problem and this is a key part of a workflow, it may be worth looking into a custom solution.
Maybe a constant-force gas piston would offer more consistency irrespective of z-height variance? I don’t know what kind of force it would require to match the current spring but they come in a huge variety. For example, a 2" long piston with an 11mm stroke length is like $7.
You wouldn’t be able to vary depth with your z-height but it sounds like that’s not a concern
I have run this etching pattern in five different pieces of material on both sides with similar results so it’s not an inconsistency in a particular sample. This would have made the most sense but, evidently, that’s just not the way my world operates!
The substrate I’m using is Alternative Ivory Sheets from masecraftsupply.com. It appears to be polyester based but since I don’t need the faux ivory grain I have ordered some plain polyester material from McMaster-Carr, arriving Monday with which I will experiment.
I too did suspect an issue with variability in tool pressure, perhaps from the spring catching on the threads within the casing. But it seems curious that it happens in these particular areas with a pronounced discontinuity. Below the wing tip, for example, each line on the left is heavier than the corresponding equal Y value line on the right yet they were cut sequentially. (All line segments at a given Y were cut in the same direction, this direction alternated each increment of Y.)
I may try using a heavier spring, the current one is very light requiring about 1.5 mm of compression. The idea here was to better accommodate any untrueness in the Z for most uniform results. I had been using a 30° engraver which seemed best in early testing. I switched to 45° with marginally better results. I tried a 60° but it didn’t seem as good in general. Maybe this would improve with a heavier spring and less DOC.
I don’t think anything would exist off the shelf to interface these parts. I mentioned it would be a custom job but maybe I should have guaranteed it would be custom
Miniature gas springs are used in all sorts of applications from lift assists to RC car suspensions.
I’ve ordered a sheet of that alternative ivory to play with (A friend of mine really likes the look of ivory inlay so it’ll get used)
Should be fun to test with the carbide3d diamond drag engraver, see if I get similar inconsistency.
With my limited experience in engraving I would say you’re probably getting a chip buildup on your edge causing deeper/erratic cuts the fact they aren’t consistent in where they are backs that up. Essentially you’re pushing material through itself which creates wider valleys. Might be one of those situations where if you can handle it being a touch deeper and harder to set up. A very flat surface and a 20 or 30 degree Vee bit might yield better results.
No I’m actually uncertain what could possibly help besides milling the engraving because regardless of the graver if you’re experiencing it because of the material it’s going to happen consistently.
If you switch to milling you may have to try many many times to make sure you end up with no stringing but still get your nice linear pattern and that will come down to mainly stepover.
Edit: maybe some type of lubrication that wont affect the work surface? The idea is nothing should be able to build up on your graver
The drag bit could have some slop in the part that guides the actual engraving pin. Take the drag apart and clean it and lubricate it. That way the spring has the best chance of having a consistent tension. There is a lot of debris that splashes up on the bits. So maybe cleaning and lube would help.
I blast the engraving with 100 psi air and follow up with a clean shaving brush.
I don’t think chip buildup is a factor. The “chips” are fine dust plus this wouldn’t explain the patterns I’m seeing where it’s ok on one side of the wing but funky on the other meaning this issue would have to start and stop many times with regularity. The surface is quite flat, typically within 0.05 mm across the 130 mm x 100 mm area and smoothed with 600 grit sandpaper. I hesitate using any type of fluid except distilled water, the substrate needs to adhere to water-based India inks.
I made some tests where I isolated the top section appearing in the photo. I saw minor evident of the issue but nothing as remarked as when doing the whole job. I’m currently running a full test with a stiffer spring with only 0.50 mm DOC.
I have ordered a camera for my stereoscope and will post images that may help channel the feedback.