Finally started putting my SO5 to work and the first big job out of the gate and I’ve lost at least half of what would have been an awesome run. I was running a really simple job of repeated tray cutouts. Got over 60% of the way done and the the VFD errored out with an ERR01 which stopped the spindle from spinning but not the rest of the machine from moving. Needlesss to say the major downfall in Carbide Motion became more apparent as I restarted the job and let it run back to the same point in the job to see if it would fail again (it did, but not in the exact same spot).
Tried emailing the support team, but I’ve heard crickets so far…
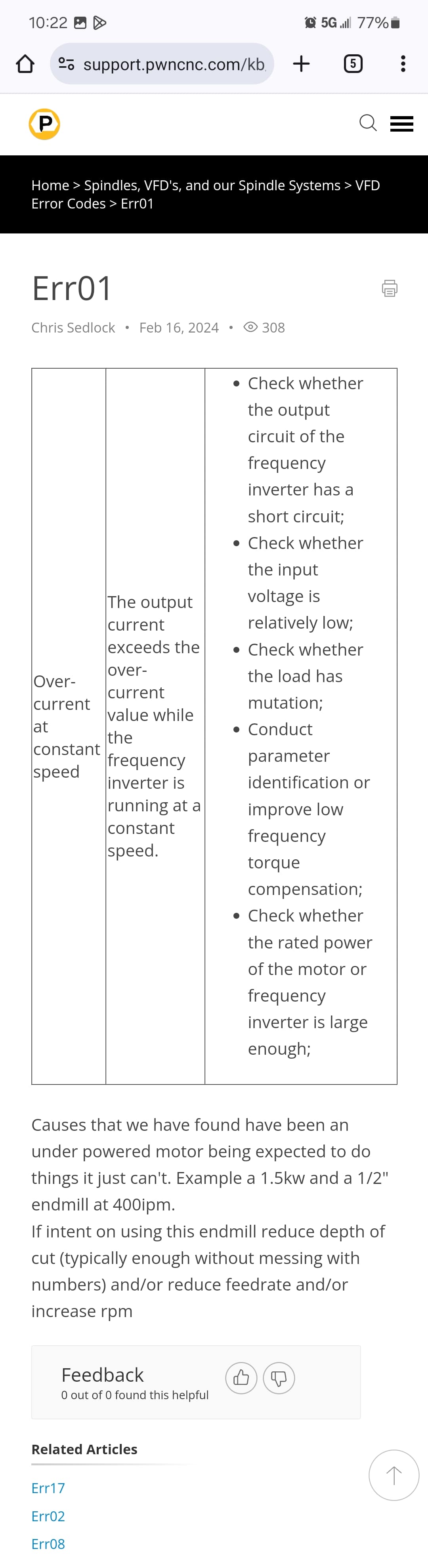
Anyone else get this error and know what it might be?
And why the heck doesn’t an error on the VFD stop the dang machine from moving?!?! A router I understand, but the VFD is integrated into the controller (or so I thought).
What kind of an outlet is the VFD plugged into? Trace it back to the breaker panel too.
I’m confused by your question. It has power.
VFDs don’t work well on gfci or afci circuits. They will trip the protection at random times.
The vfd only gets a low voltage control signal from the controller, it doesn’t communicate back.
I have a Jet 1642 VFD lathe and a Jet 1221 vs. both of them trip GFCI outlets. I put a single non GFCI outlet circuit in to avoid the problem. VFDs feed back voltage when changing speeds and trips GFCI AFCI circuits because the are monitoring for voltage changes between all 3 legs on 120vac circuits.
i’m having the same issue, not plugged into any sort of GFI or power strip. Keeps happening on a setup iv’e ran multiple times, with no change. any thoughts on why this is happening?
Carbide and PWN use the same Chinese VFD, so their user manual applies to this.
As suggested, check your wires. Loose terminals and damaged wires will cause excessive amp-draw. Also try not to run your spindle on a shared circuit. Dirty power (do your lights flicker?) in rural areas can also cause various load faults. There’s the unlikely situation that your vfd or spindle has problems. Last but not least, you may be pushing it too hard. Over currents in Variable frequency drives are often caused by too much work load.
thanks for the beta, regretfully i seems to be passing all the tests. No loose wires, no inconsistencies in power, and I am under-driving the machine (.2 deep passes with a .25 tool at 19000 rpm through plywood) Regretfully all arrows are seeming to point to a faulty VFD, it had run this perfectly on the exact same setup multiple times before.
Check temperatures of everything with a noncontact thermometer (or thermal imaging camera if you have one) while running. Try running that same file in plywood at 0.120" depth instead of 0.2", and make sure you’re using a sharp endmill. Check the outlet at the wall, aviation plugs, entire run of cable to the spindle, and the spindle. In my experience, all wires and plugs should only rise a few degrees over room temp under 10amp draw. The motor should be the only accessible source of heat. Air cooled spindle shouldn’t get too hot on the case, but the nose bearing will generate (or dissipate mostly) heat. You may have to take that reading after the cut is complete and the spindle is turned off. Under 130f should be considered good in my experience from industrial applications. Getting into the 150 ballpark is when things are getting sketchy. I wish you luck. It sucks to have problems, but Carbide stands by their product.
@UzerNaim @Conoronoc @dustmite @Runninwilddesigns
I am having the same issue, brand new 5Pro with Spindle. I installed a new circuit specifically to separate the spindle and controller/vacuum and draw less power. Long story short, when surfacing spoilboard, I would get Err01 every pass in the same spot. I noticed my spindle was audibly (but quietly) shocking the T-Track which was causing Err01. This problem was alleviated (but not completely fixed, I had one occurrence in 3 surfacing jobs rather than 10+ errors in one surfacing attempt) by putting the controller and spindle on the same outlet.
This seems to be a grounding issue that I’m still investigating. I am having serious troubles getting to support (emailed four times, called twice in last 8 days… no sign of life). I may end up buying a grounding kit off of amazon and adding an additional ground connection between controller and spindle.
This is a serious issue, spindles stopping mid-cut and CNC continuing to move is costly and dangerous.
i wondered about grounding as well i dig you idea of adding more. I’m in the process of wiring two dedicated circuits from the panel on isolated 20amp breakers. Hoping that this isolation will be of benefit. I totally agree that this is a huge safety issue, not to mention the stress on the machine, and of course the material loss.