I recently ran a project where I pocketed out most of the material and just left letters. Now i created this file in Vectric Desktop but ran it in CM. The idea was to carve out most with 1/4" bit then finish areas that didn’t get cleaned out with 1/8" bit.
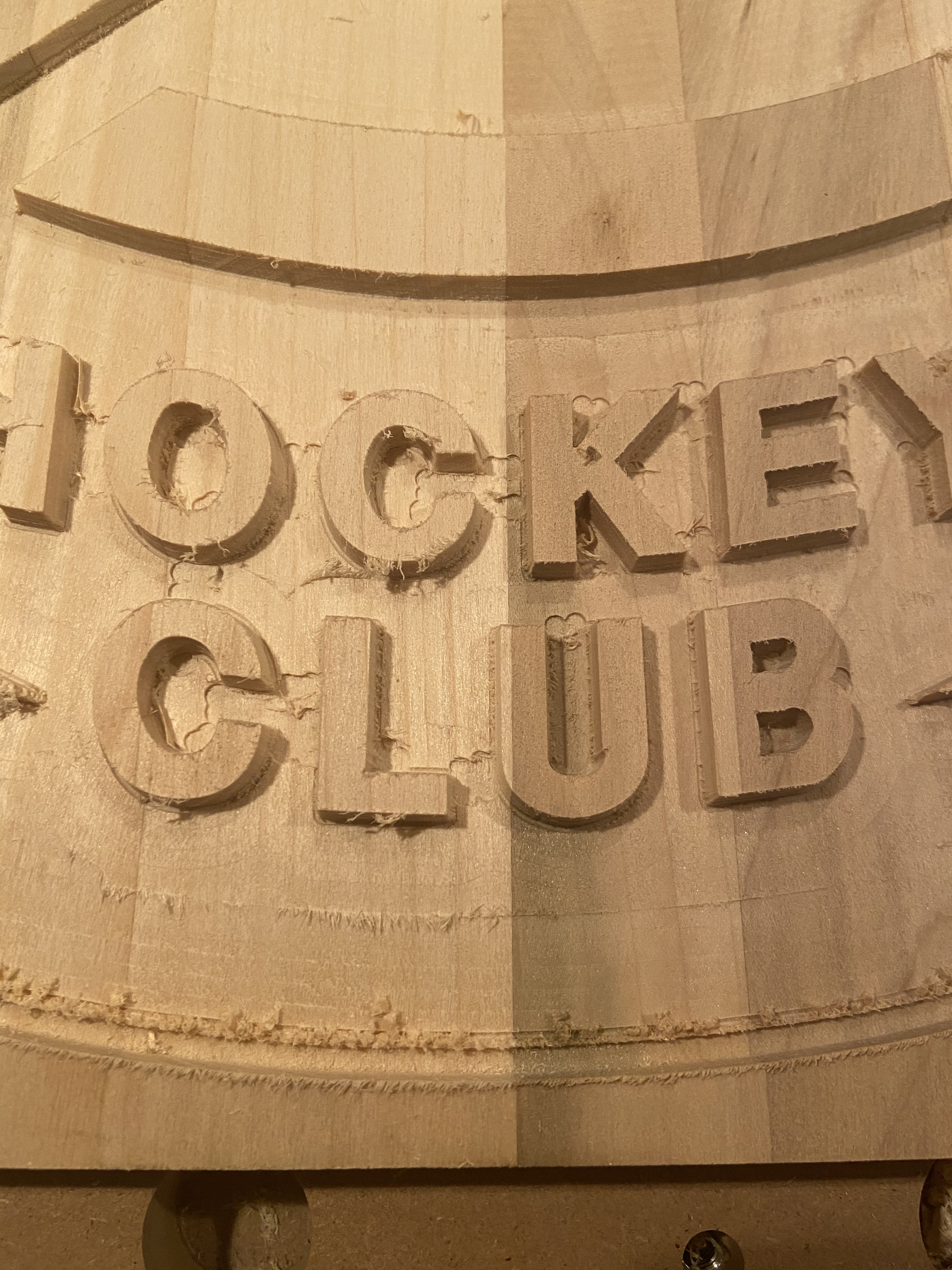
My question is, why do I have plunge marks left by the 1/8" bit? Is my Bit Setter off somehow? I did check and both tool paths were set to stop at .2" deep. In the image below you can see the marks left around the letters from the 1/8" bit.
Did you change router speed with the bit change?
My C3D router would raise or lower the spindle a slight amount with RPM changes and would look sort of like your result.
Although, your included pic shows other errors (v-wheels) as well…
well, this may all be from which font you choose, or,…
the “O” in HOCKEY looks sloppy, so does the “B” in CLUB. The “C” in HOCKEY looks to have inconsistent thickness… stuff like that.
Those things look like mechanical slop, = Look for loose belts or v-wheels.
As to the difference in height between the bits, I couldn’t tell you… to me it looks like it was the .25 bit doing most of the gouging, though there is also a smaller bit mark around “CL” and that looks like the smaller bit.
Kind of also looks like you ran a max stepover on the 0.25 roughing cut as well.
Someone with better experience will come along and help.
I checked the HDZ and all appears to be okay. Tension seems to be equal and stable on both Y axis. I checked the v wheels holdin the spindle on the x axis and they seem to be sturdy. Interesting enough when i checked the spindle I notice the following that i captured in the video. Is this normal? Sorry I dont know how to embed the video into the forum.
To my eye it also looks as if the 1/4" cutter may have ‘ridden over’ the notional full depth of cut - climbing or rubbing and not hitting full depth. Mechanical slack will exacerbate this. The 1/8" may not have had the same riding up/over effect and this hit closer to notional full depth, less force perhaps pushing back against mechanical slack.
So I wonder if this is a combination of factors, in which mechanical slack is probably central…?
I’m interested in the responses to this as well. I get those sorts of differences too, but I’ve always chalked it up to the bitsetter not being 100% spot on. Sometimes the difference is barely noticeable, but other times it looks like yours. But still other times it’s nearly perfect. So i just figure the bitsetter has some tolerances that show up. Or maybe my (and your) bitsetter is not as spot ones they should be.
I know in my case, the V wheels are tight, my HDZ is tight, there’s no mechanical slop that I can feel so I don’t think it’s that.
I bought an XL used and it had a c3d router. The spindle was easy to move around and had a lot of play. I bought a Makita to replace it. The Makita has run exceptionally well. I was able to use the c3d precision collets in the Makita. Plus the brushes that were sent with the c3d router are supposed to work in the Makita as well.
Yep, mine was doing that as well, that’s why I switched to the dewalt…
That play is also affected by how much current the motor is running… more current (higher rpm’s ) and the rotor lifts … I know that is besides the point as you stated you ran the same RPM’s for both bits.
I just purchased the Makita and I’m using it right now. Running more or less the same cut that was the subject of this thread. Will be sure to update the thread. If I get the same issues I can rule out the router. But I can notice there is no play up and down like the original router.
What size machine do you have? Where on the bed of the machine are you cutting the project? Is your machine fully supported underneath? Or is it sitting on the adjustable feet?
I think it could be the bed flexing due to the difference in the downward pressure being exerted by the different size bits. Maybe?
Edit: I have also had this same thing occur when the stock moves mid cut. If the wood has conflicting internal tension due to the grain structure or you are clamping(forcing) a cupped/bowed board flat, hogging out a pocket can cause the stock to cup/bow/warp in minutes.
I’m running the XXL. I actually recently installed 3 leveling per stretcher. 9 in total. Then surfaced a sacrificial wasteboard. I think flex has been ruled out.
It was happening all over the 24" sign. The part of the sign that I took a picture of was closed to the front of the machine where i have two clamps. I also have multiple 3" strips of double sided tape spanning the bottom of the piece.
As of now its cutting great with the new router. Think it was the router issue.
I think in the long run all the c3d routers will get the bearing wear and run out. Some of you may have seen the post about the company that made the c3d router ripped off c3d’s plans for making a er11 collet router and are selling to other vendors. Although the c3d router is a Makita clone the original Makita is hard to beat and the price difference is not enough to worry about.
@gdon_2003 I have the C3d router without a problem. Are you saying that I likely have this issue to look forward to? How subtle are the early symptoms?
The bearings are a wear item in the Carbide Compact Router (as they are in any trim router), as are the brushes.
You’ll need to replace them when they begin to go bad — the symptoms usually reported are:
noise
increased runout
poor quality of cut, both laterally and vertically
Basically, if you notice excessive play when installing an endmill, it’s time for new bearings — these are the same as for the Makita RT0701 and folks have replaced them w/ some very good quality ones, but contact us at support@carbide3d.com and we’ll do our best to get this sorted out.