How does one create a additional clearance for the holder / spindle nut for a 3" deep (z axis) 2D Contour operation in Fusion 360? I see the stock to leave option can be made negative, but it seems to be limited to the diameter of the bit in the radial direction.
Basically I want to create a 1-2" gap between my selected contour so that my collet nut does not hit the top of the stock when plunging.
Operations with “shaft and holder” automatically check for collisions. 3d adaptive is one. I don’t think any of the 2d operations support automatic avoidance of the toolholder or tool shaft.
I don’t know that I would be using contour if this was a concern, but:
There are a number of options, but the easiest is using the heights. Break into two operations: one with the bottom height high enough to avoid hitting the toolholder, the second with sufficient stock to leave to clear.
Other options include modifying the model to facilitate machining by adding contours where needed to insure clearance.
Between the contour and what?
I’m not clear on what you mean, but, depending on the model, you could create an offset contour in a sketch.
In my guess at what you’re doing I wonder if creating a pocket with a step angle might be what you want?
Can you explain exactly what you’re trying to accomplish?
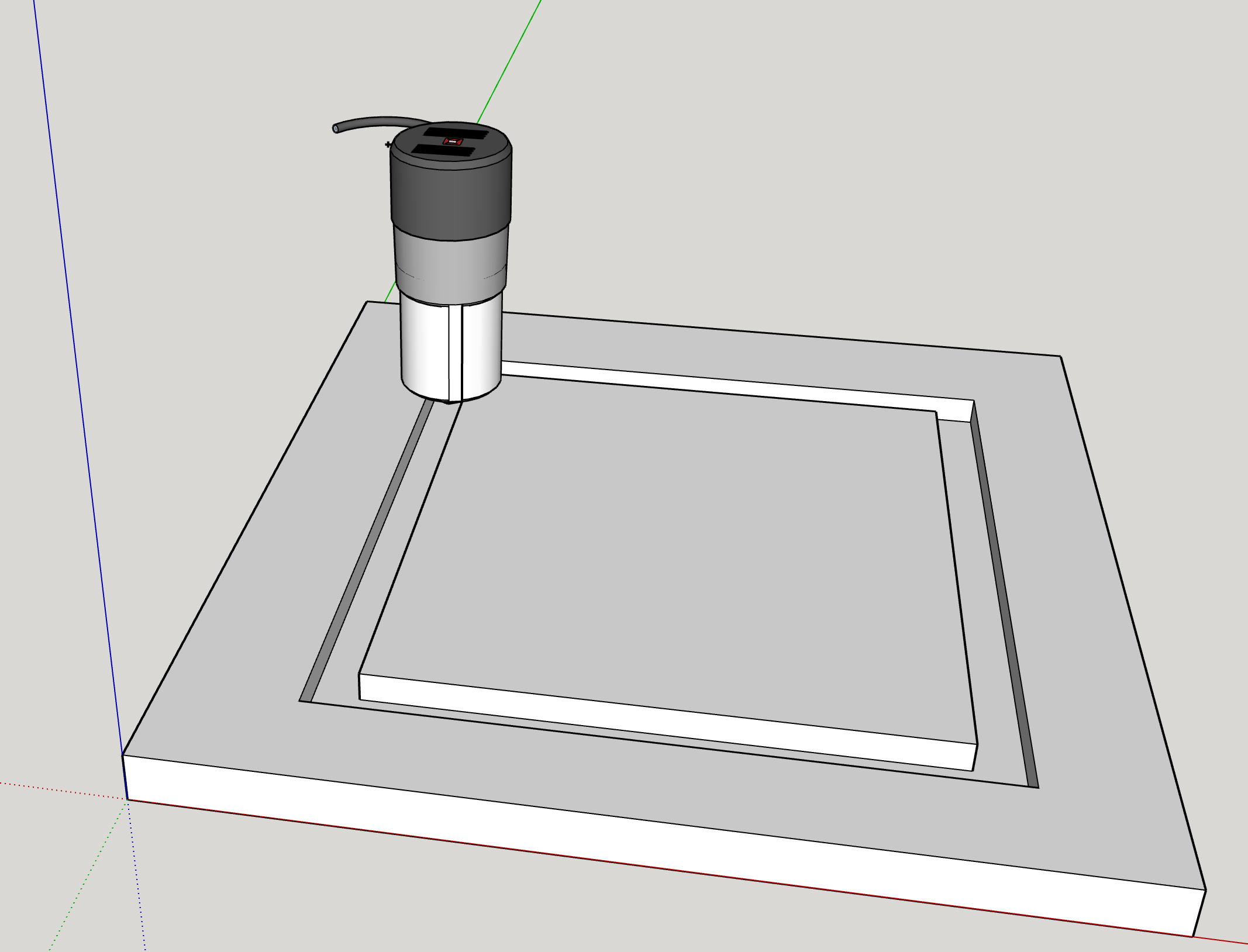
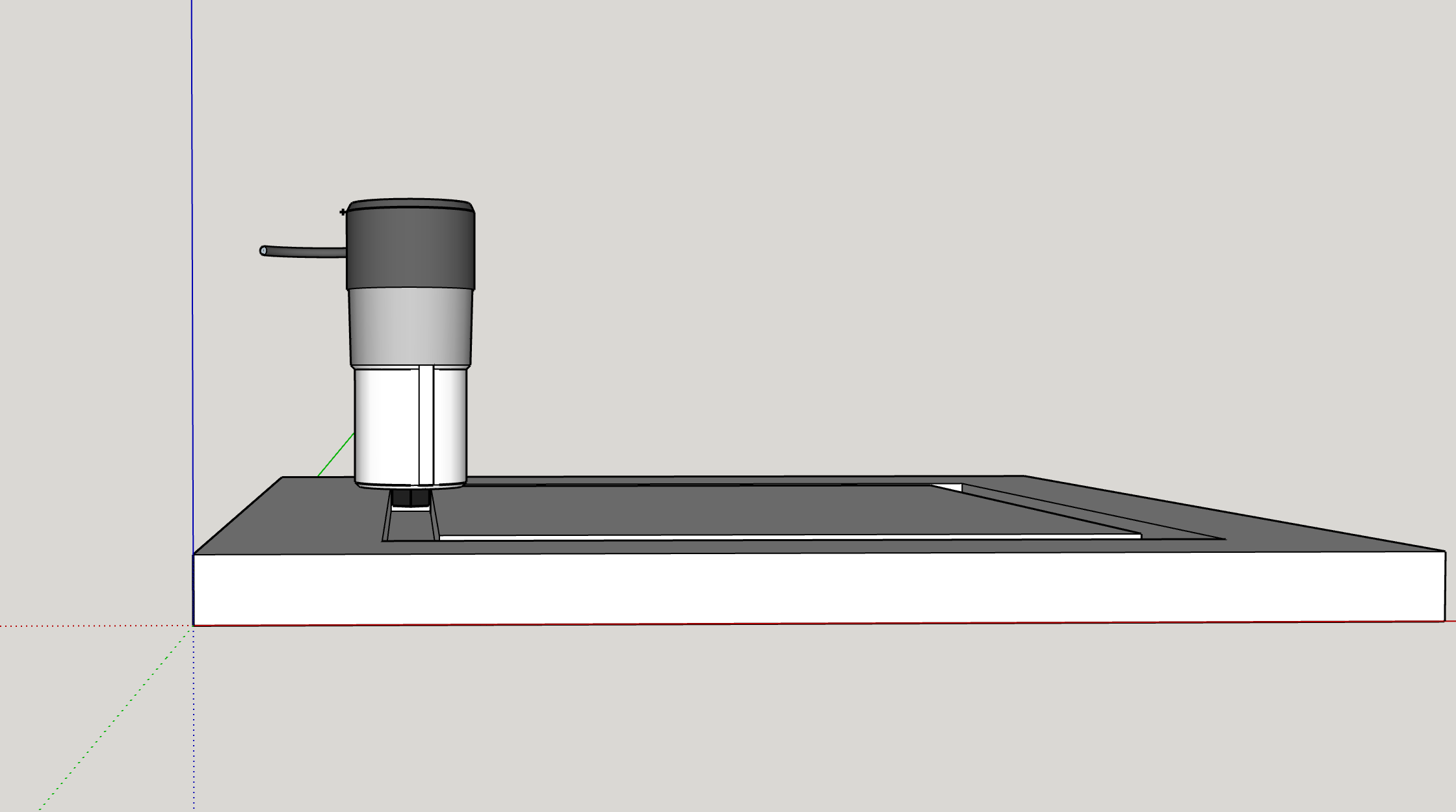
Okay imagine I have a 3" thick stock on the S3… and I want to cut out a 3" thick square from that stock… and let’s pretend my bit extends 2.50" out of my collet nut.
Well inorder to cut a 3" deep square the first .5" of the cut needs to be as wide as my collet nut so that when it reaches the bottom of the stock the collet nut does not collide with the top of the stock. Ergo I want to create a steped offset away from the edge of my contour >= the diameter of my collet nut.
For this, you will need to build it into the model.
In such cases, I usually build the model, copy it, and make the changes on the copy. This can be done several ways, but the easiest is just make a copy. If you may need to modify the model and want the changes to propagate automatically, make a new model using the DERIVE tool.
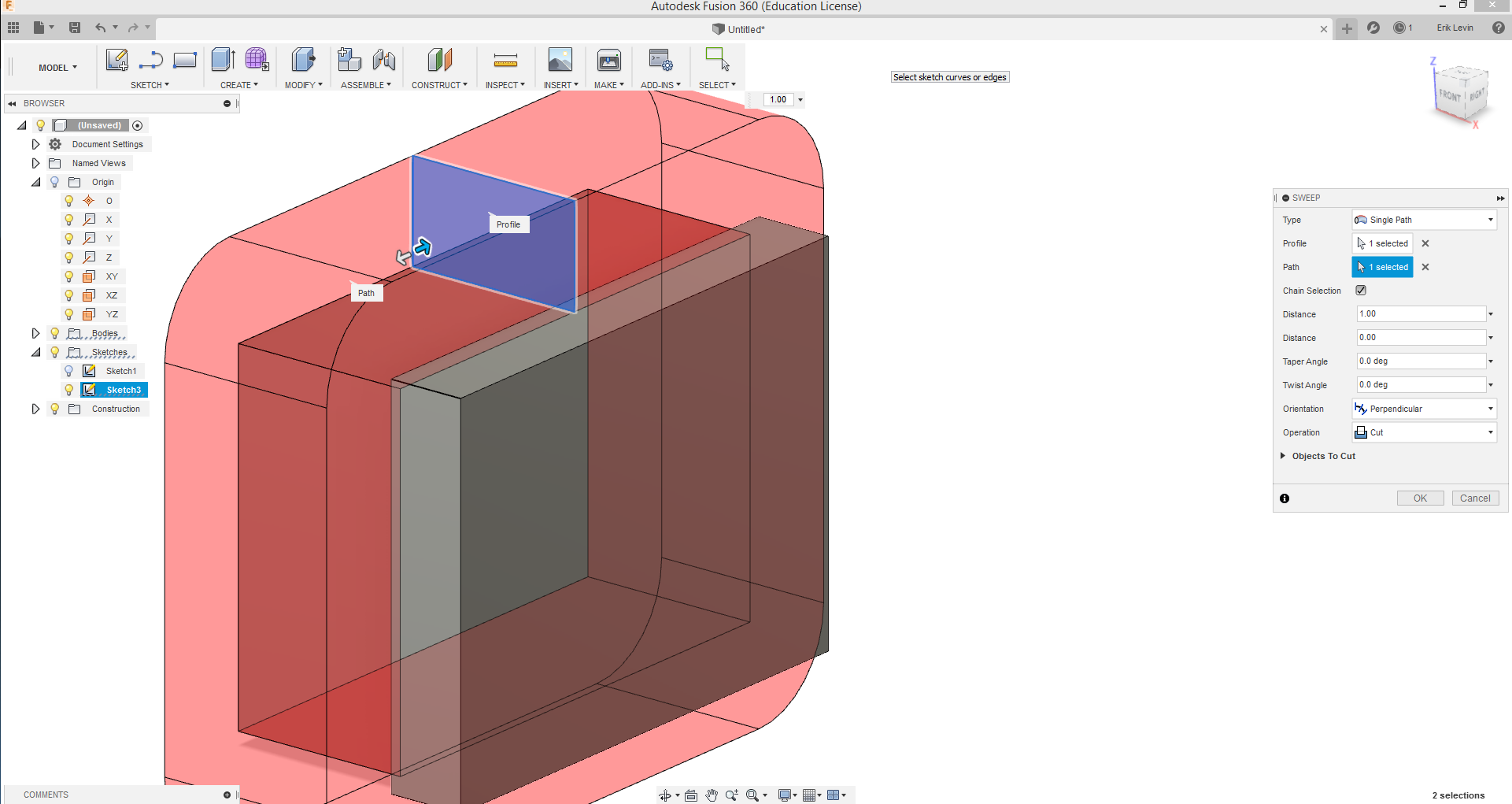
For this, I would probably sketch a profile of the tool and collet nut in a plane perpendicular to the contour (say the XZ plane) and sweep it around the contour I want to cut.
I have a few minutes, so I’ll see if I can dummy up an example.
edit: rectangular block. I filletted the corners with a 0.001mm fillet so there would be a smooth sweep path. Then made a work plane, sketched the rectangle, and used sweep to run it around. I set it as a cut to make the operation visible, but it should be done in practice as a join. Then use 2d adaptive to clear down the wide part to make clearance for the tooling. Whatever is needed to go to the bottom. Adapt the profile to whatever form needed, such as a tee shape for two side clearance.
You still won’t get to the edges of the original contour. If you have a vertical wall that is 3" tall, you can’t cut that, from one side, with a 2.5" end mill.
To get a stepped cut, I’d use a 2D pocket with a wall taper angle.
To make a wide slot, like you pic, I’d sketch the geometry and run a pocket operation (or adaptive).
Is there a reason you can’t use 3d contour with the proper boundaries and use “shaft and holder” and set to pull away? You’d probably have to model the holder and you’d miss out on a couple wall finishing features that 2d has but it seems to be simple.
Alternatively, if you have a Makita and bump up to 3/8 you might be able to find a extra long length tool. Also if Makita you can taper the nut a large amount and with an added taper on the part, might work.
I’m not sure how the shaft and holder functionality responds yet under a 3D contour once it’s properly modeled. Does it only remove what it needs to fit itself?
I was thinking about this mostly from a material preservation standpoint. For example if i have something very large and 3.5” thick on the shapeoko its likely very expensive or took a lot of labor to make 3.5” thick. Turning all of that into sawdust seems like a waste.
Shaft-and-holder doesn’t clear extra material. It prevents the shaft and holder from getting closer than a specified distance to the material. I don’t recall the details for the 3dContour in Fusion. I have used packages that handle avoidance in several different way. I will try a few cases when I have the chance later.