I have a few boards I’d like to face on two sides.
Some of the 4X4 boards are more warped than others so I end up lowering the tool to face them again (using my ‘Facing’ gcode).
Right now I set my Z (bitsetter v2) and run the gcode to face the board.
Then I set my Z again using the bitsetter and run the same code - rinse repeat.
Some boards only need to be faced once. Others need multiple runs.
Is there a better/faster way?
I’d love it if CM had a feature that allowed the user to input a “-.2mm” without having to click-dance through the interface and reset the Z manually.
What are you guys doing?
I thought I would ask before heading over to the ‘Feature Request’ zone.
I sometimes just generate another cut file from the same design file but edit the start and end depth. I can whip it up before the first operation is done since I can clearly see that it’s not deep enough when cutting.
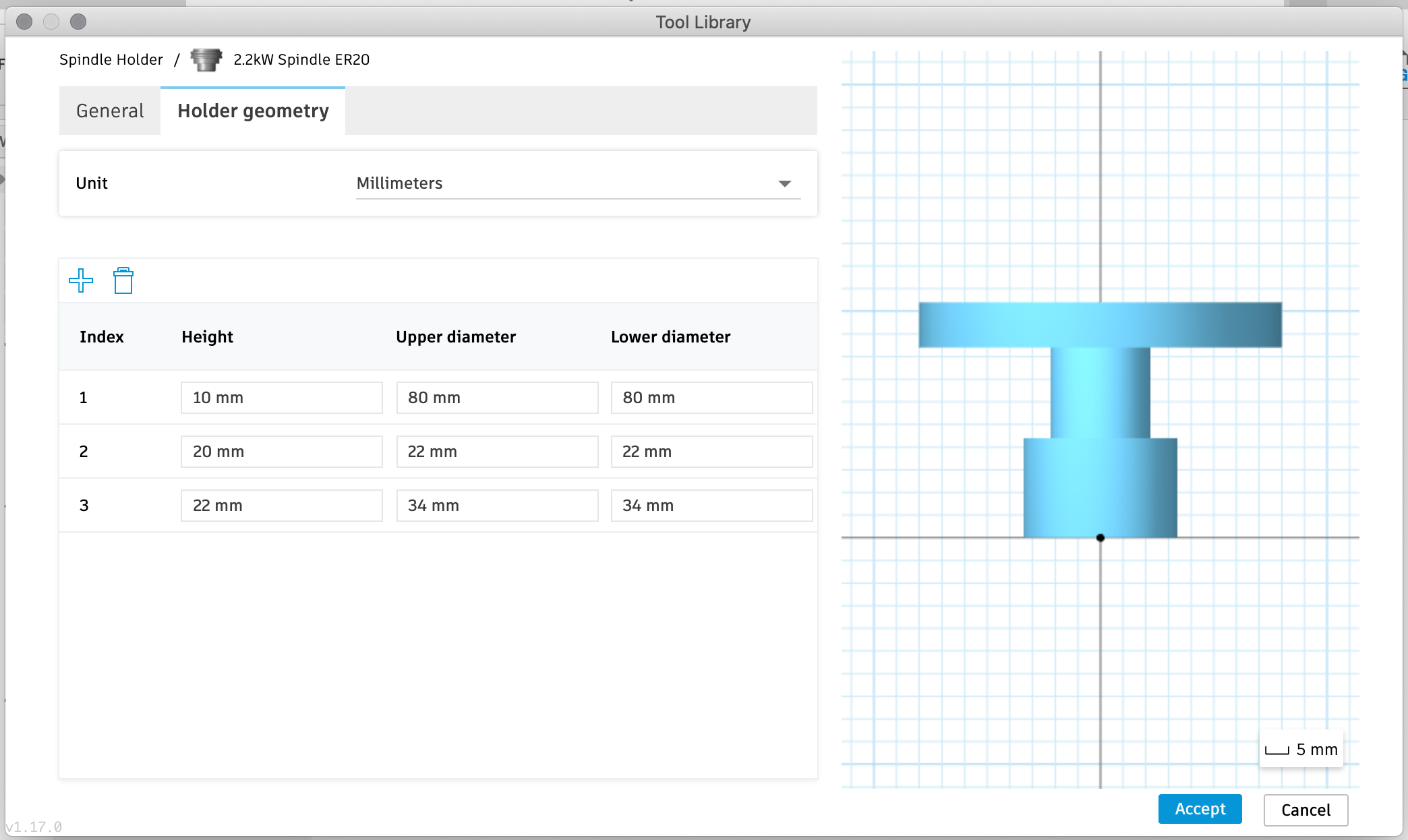
I added my own custom spindle holder and put the dimensions of the ER20 collet and diameter of the spindle into it, you can take a few measurements off whatever router / spindle you have and do this.
Thanks. I’ll roll my own too and snipe your dimensions and check mine also.
One more thing:
I am adding my tools into F360 and when entering in a tapered ball nose it asks for the corner radius?
I asked Precise bits (for this tool) but nothing came to mind for that value. Update: Precise Bits said It’s half the tips radius. Simple once you know.
I’d start with 1/2 the tip diameter from the Precise Bits spec. It seems that Fusion is modelling this as a corner radiused (bull nose) tool and that a full ball nose is just a boundary case of that where the radius = 1/2 diameter