Here’s the result of my little experiment tonight.
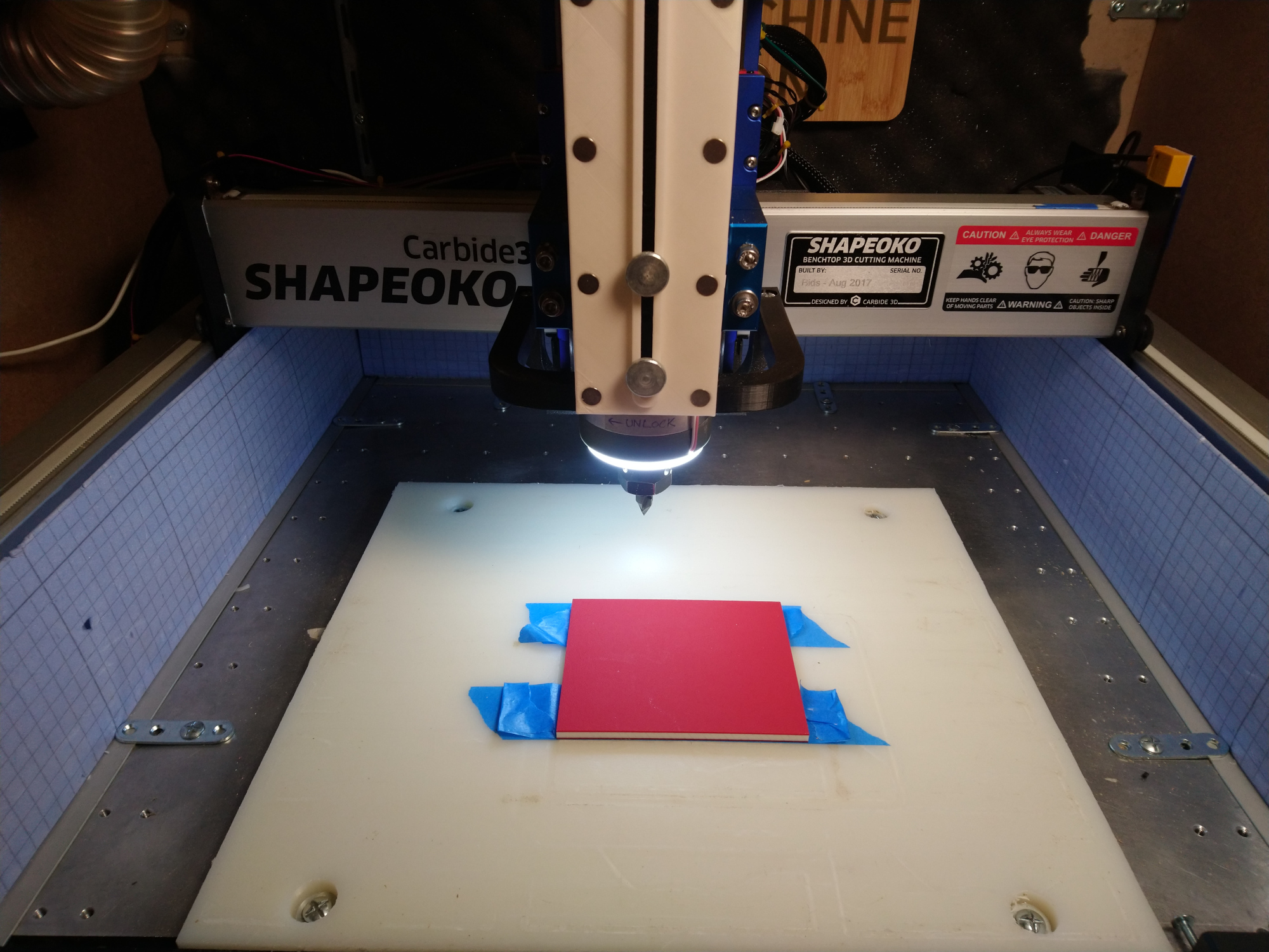
I figured I would use a piece of 4"x5"x0.25" tow-tone HDPE for this test, and used tape&glue for workholding (try it now!):
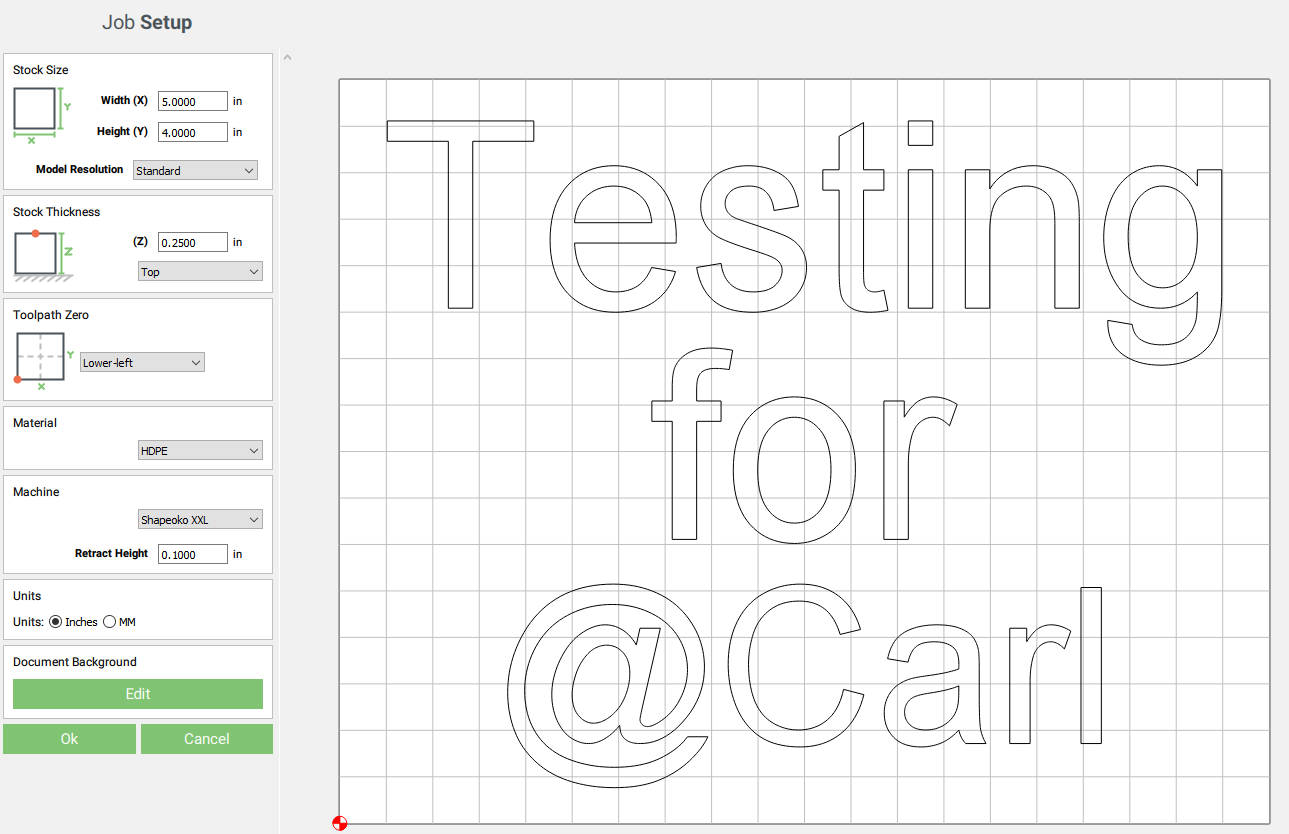
Here’s CC setup and test vector:
As far as I am concerned, HDPE likes high feedrates. It’s forgiving enough to take it, and plastics in general tend to melt fast at low feedrates. My recipe for feeds & speeds when using V-bit is to:
- determine how deep the Vbit will be on average during the cut based on the selected geometry. From that you can determine an equivalent square endmill diameter and then take half of that, as the average between the largest width engaged in the material, and the smallest one (0, at the tip). Or since I’m lazy and don’t want to burn brain cells for this, I’ll pick an equivalent diameter that corresponds to the width of a typical V grove in the cut. In the vector above scaled for 4"x5", the inside of each letter leg is approximately 1/8" wide, so I picked that.
- Then, what’s good feeds and speeds for a regular 1/8" endmill in HDPE ? I refer to my cookbook/chipload guideline, and picked a target chipload of 0.003" for a 1/8" in soft plastics. I picked 10.000RPM (somewhat arbitrarily, but that’s a typical value in plastics), therefore required feedrate is 0.003 x 2 flute (on the #302) x 10.000 = 60ipm
- for plunge, if there is something I have learned when milling soft plastics, is that one needs to plunge much faster than usual, because it’s possible (especially with a V-bit), and because a slow plunge leads to melting, sooner or later. I usually go for ~50-60% of the feedrate, so this time I chose to use a plungerate of 40ipm.
The cut took 7 minutes and went fine, and gave me nice little chips and no melting (which is my priority):
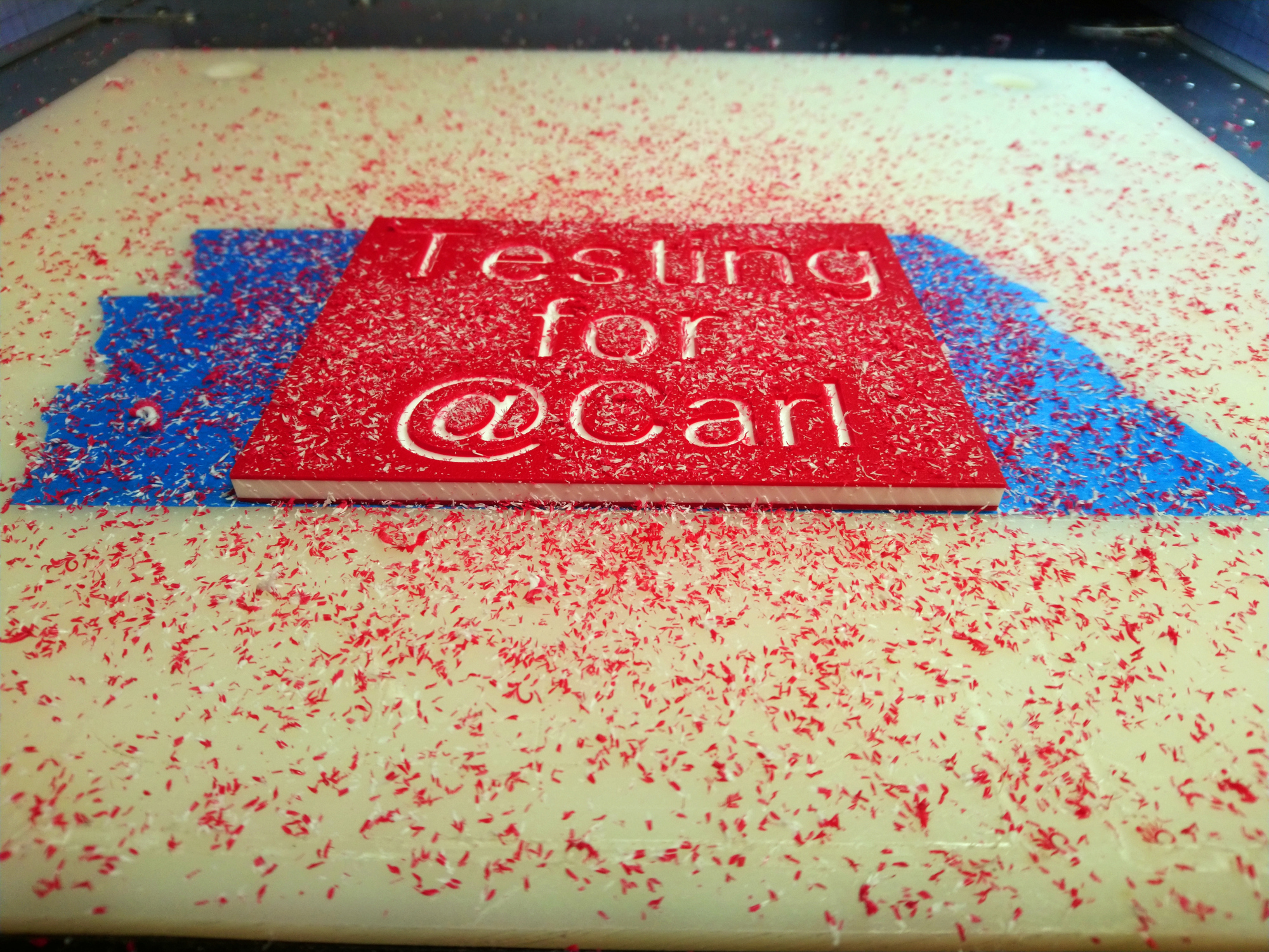
Now, I was still left with fuzzies after the cut, this is where experimenting with different feeds and speeds around that starting baseline would be helpful, to find a combination that would leave a cleaner finish. I could have run a finishing pass to (not easy in CC though)

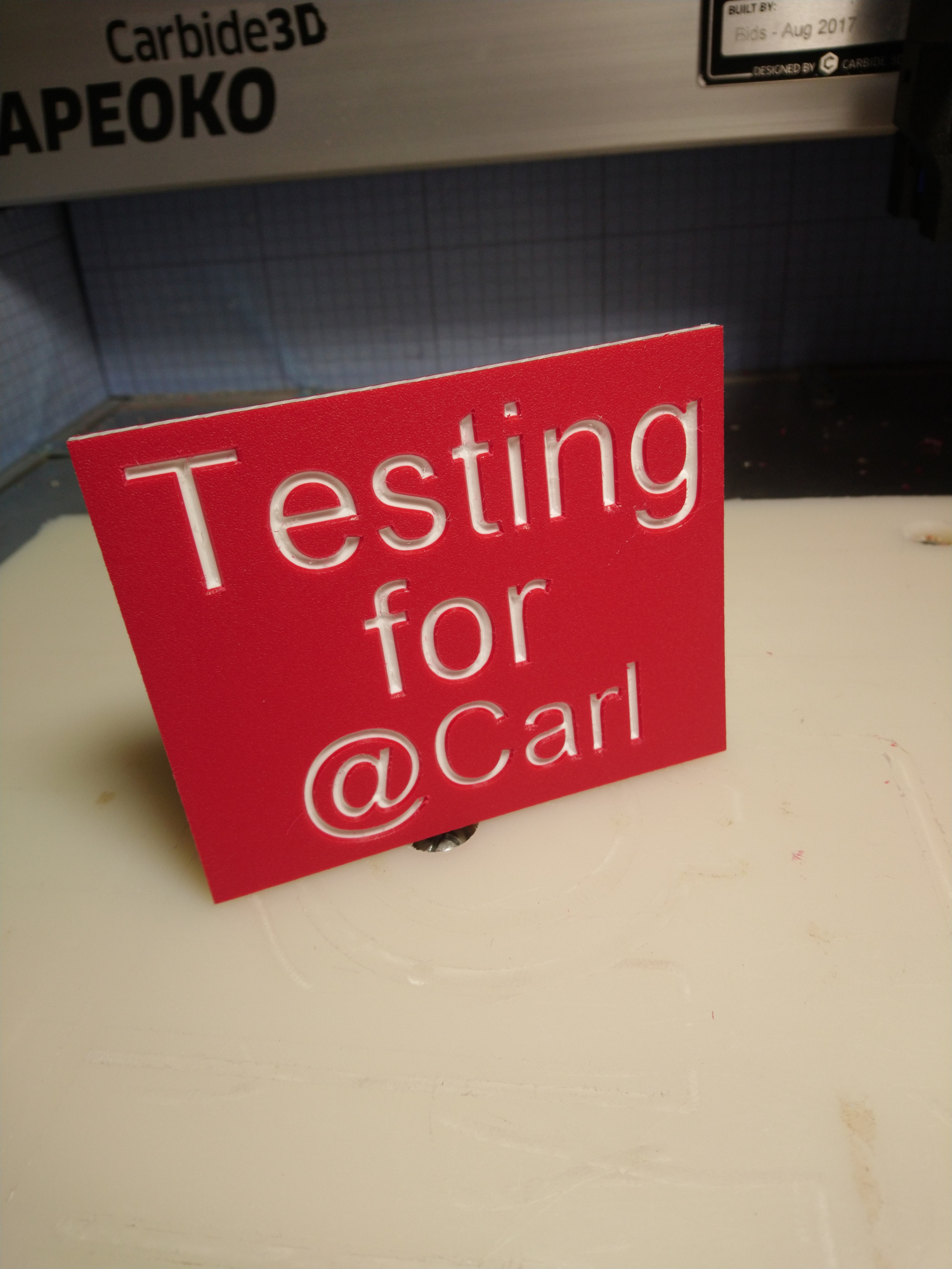
But my time tonight was limited, and bedtime is near, so I just cleaned-up manually and got this: