I am cutting a very simple piece out of MDF. 1/4 Endmill. While it is cutting, the machine slows considerably and then speed up again. It then goes around the rest of the piece and about 2-3" later in the cut than the first point of slowing, it does it again. Round and round it goes showing down 2-3" after the previous point.
I created the part in vCarve and am using Carbide Motion to control my new Shapeoko Pro. This is one of the first cuts that I have made on this mew machine. Very odd.
It may be that something is slowing down USB communication and the machine is running out of commands and Grbl is slowing as it waits for the next command, or it could be that communication is lost due to EMI.
Try running the job as an “air job” — no stock in place, and the router off, and no dust collection running.
Let us know how that works out at support@carbide3d.com and we’ll do our best to work through this with you.
I did select that option in the toolpath. I have never used that feature before. Do you think it is slowing s it ramps down? I will try it tomorrow without the ramp down.
The ramp speed is controlled by the plunge rate. If you are cutting @ 80 ipm and your plunge is set to 15 ipm, x,y and z will all move at 15 ipm on the ramp and once it hits z depth the feed rate will go back to 80 until it comes to the next ramp.
You have 3 options to fix the issue
Turn the ramp off.
Shorten the ramp distance. I usually make it 2-3x the diameter.
Pictures always help
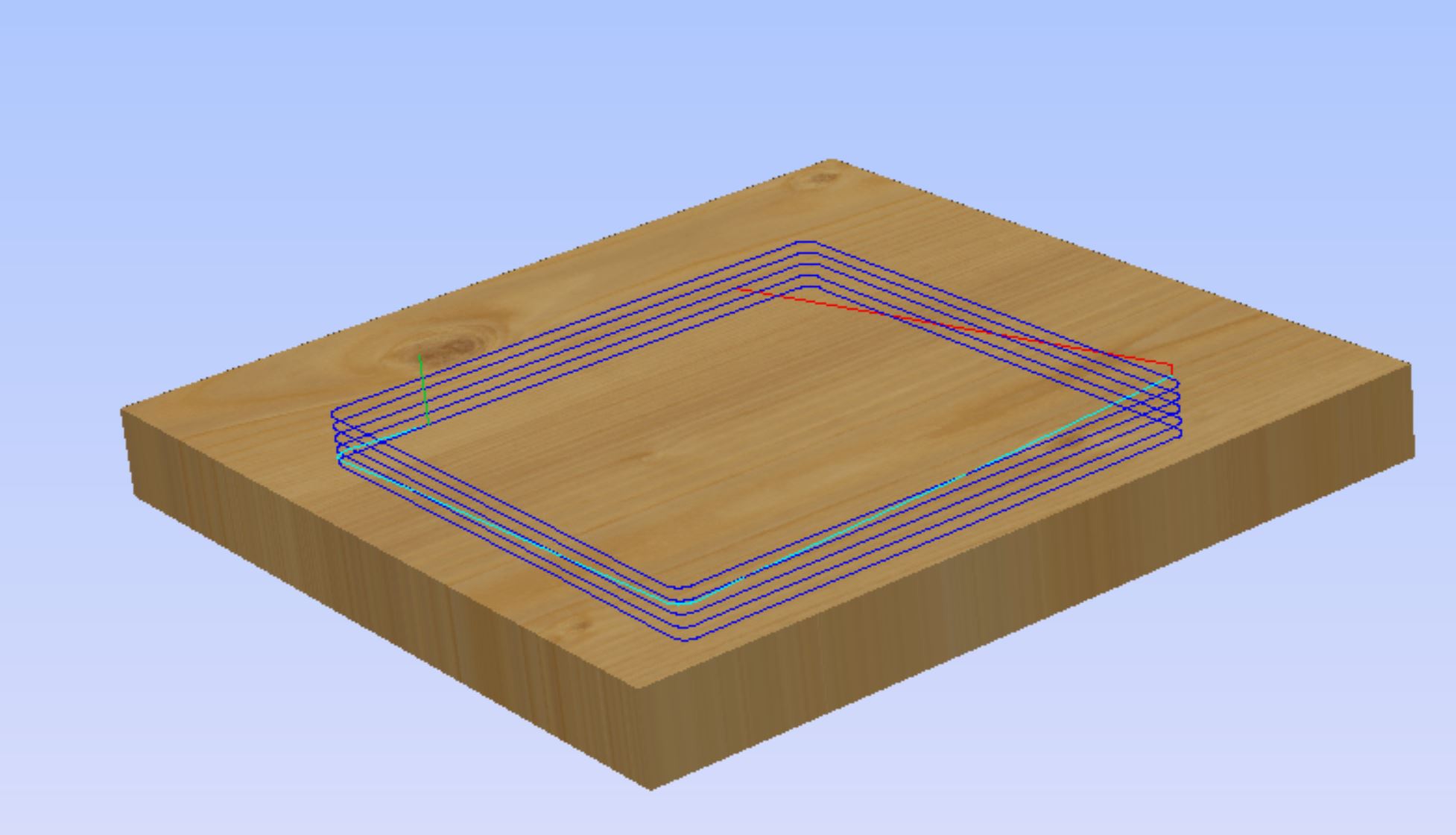
I set this up with a 2" ramp, 80ipm feed and 15ipm plunge.
You can see that the ramps (Light blue) start after the previous ramp ends