I’m having an issue where the feed rate for some of my cuts is incredibly low. I set up an operation for one pocket and it cuts fine (slot3), and then change the selection to a different pocket of the same size/shape in a different location in CC and it cuts incredibly slowly (slot1). CC and CM estimate the same time for both operations, but the slow one is probably close to 1/10th the speed. I tried slightly bumping the feed rate and the depth per pass in CC to see if it was just a fluke, but this didn’t help.
I’m not very familiar with Gcode. My guess is the F command sets speed - and the feed speed command seems to be present before the first move, so I’m not sure why its not going the right speed. It feels like it’s cutting at the plunge rate instead of the feed rate. Overriding the feed rate to 200% does make it go faster, but still very slow.
On a possibly anecdotal note, it seems like the slow cuts require an extra pressing of the start button. I think normally I press start, acknowledge bit, acknowledge spindle on, then it goes. On the slow cuts I seem to have to press start again after acknowledging the spindle is on.
Would love some help troubleshooting my issue or being told what I’m doing wrong. Thanks!
This is slightly complicated by the fact that some cuts have already gone well on a piece of wood I have set up for indexing, so I’m worried that if I turn off my machine and lose the x/y positioning I’ll have to start over. If more of the pieces are slow, I won’t be able to finish the whole piece tonight.
Any tips on keeping positioning? Do I need to leave the machine on and hope it doesn’t lose power?
interesting. is this a shapeoko machine of something else? last week there was also a case where about some (non C3D) controllers not coping well with lines with only F lines…
anyway if you don’t mind hand editing the gcode and want to make progress…
Just put a Z in front, where the number is the one from the previous line so
I maybe didn’t explain one of those parts well. I set up a pocket operation for a slot and saved the gcode (slot 3). It ran fine. Then in CC I double clicked that operation, selected the new slot, deselected the old one and saved the new gcode (slot 1). They used all the same operation/tool settings in CC, so I don’t think it’s a tool library issue.
Ah, I thought it was that line but didn’t know what to put in front of the F command. I’ll try that if it happens again - thanks! No problem manually editing the gcode for now, but would like to figure out what I did wrong to avoid it in the future. So far it’s happened on two of the pieces I wanted to cut, so it’s not just that one slot.
yeah having seen the file it is not the file/toolpath, those are more than fine.
I wonder if this is a “new” quirk in a recent version, but I’ve not seen it tbh…
anyway the C3D folks should fix this… but for now just stick a Z in front of the same height the tool is already at (e.g. previous line value)
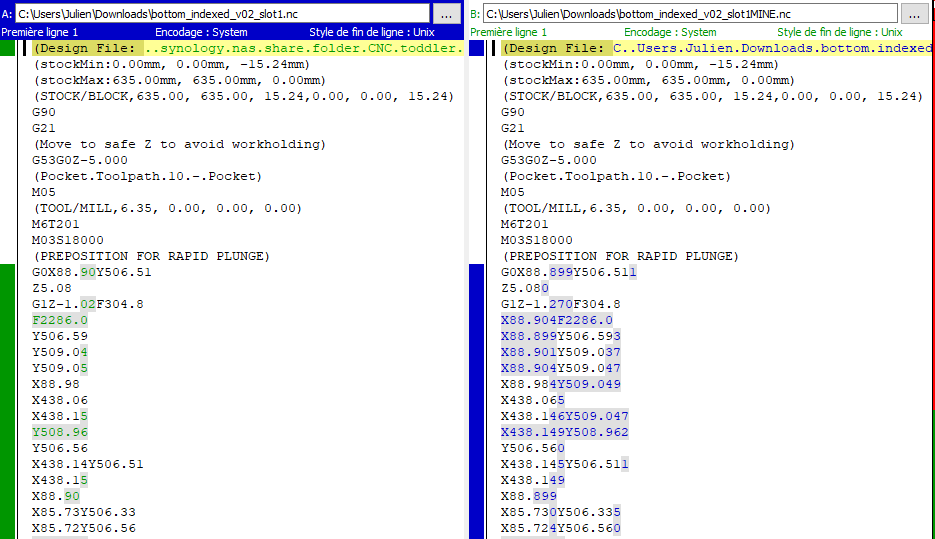
It seems from your file you are using CC v514? You may just need to upgrade: I loaded your c2d in CC version 530 (latest at this time), re-generated the toolpath for slot1, and the g-code in my case is generated properly i.e. does not have a standalone F command:
(your g-code on the left, the one I re-generated locally on the right)