I broke my first bit, not sure why, but suspect I was not using the correct feeds and speeds. So, I am using an Amana (46448-K) 1/6 down cut end mill, 2 flutes, 1/4 inch shank. I will be cutting in wood composite and would like to know, if anyone can tell me, are the following settings (in IPM) are OK: Depth per pass = .0625, Step over = .025, Feed rate = 50, Plunge rate = 25, and Spindle speed = 18,000? I’d also like to ask if these setting would also be acceptable to cut in hard wood like maple?
If these setting aren’t acceptable could you please tell me or direct me to where I can find the correct settings?
Guessing you’re using a 1/16” bit, the depth per pass is aggressive; I’d halve it. Chip load is 0.0014; maybe aggressive for a small bit (I have no experience with bits smaller than 1/8”).
Yeah, I’ve snapped bits, too. Here’s what I’ve set my speeds/feeds to in order to help stop breaking them…“knock on wood”, so far, so good.
Full disclaimer…your mileage will vary depending on material being cut (hardness, thickness, DOC, etc) and how aggressive your tool paths are (straight, gently curved vs. tight, aggressive curves/patterns).
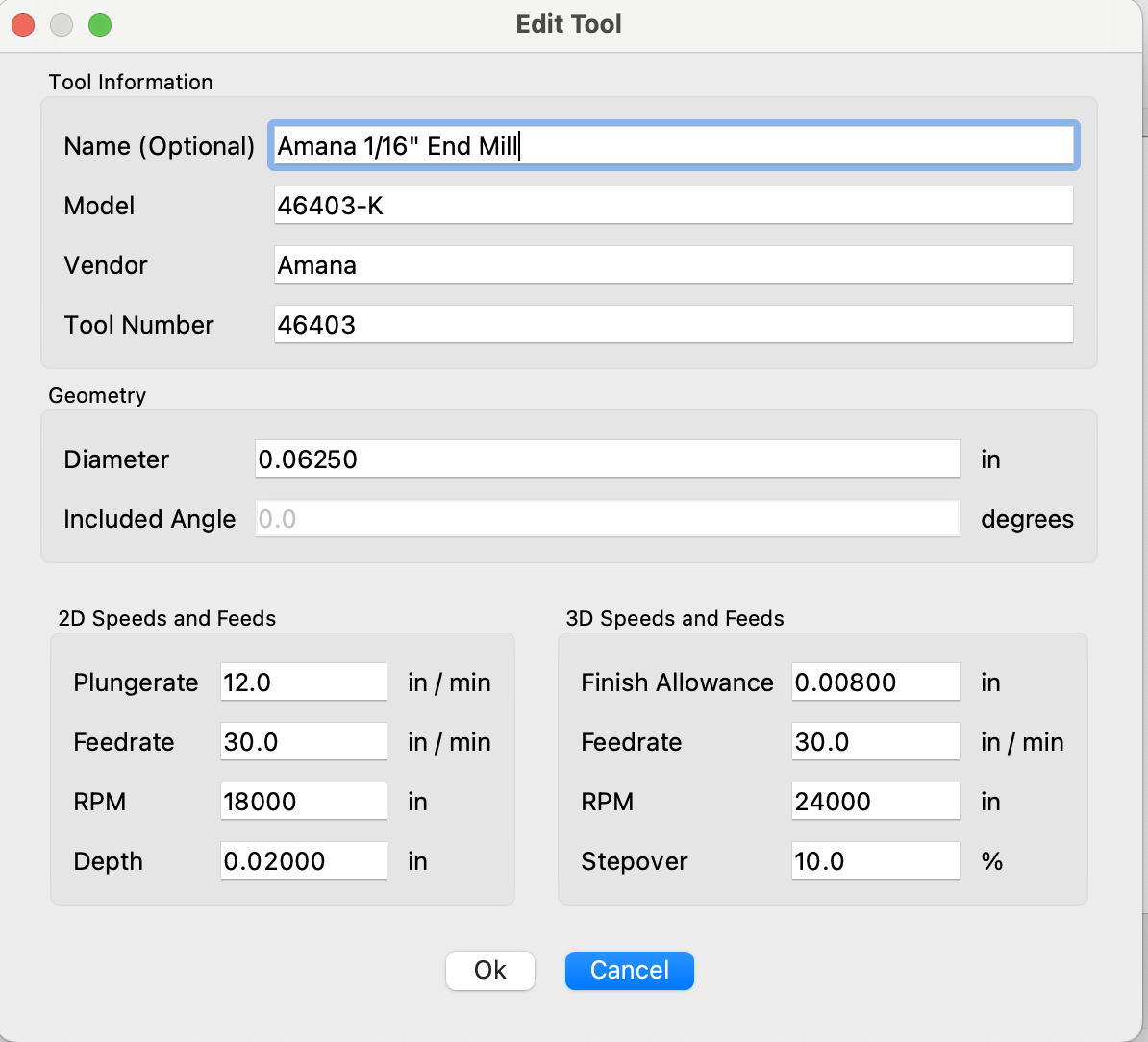
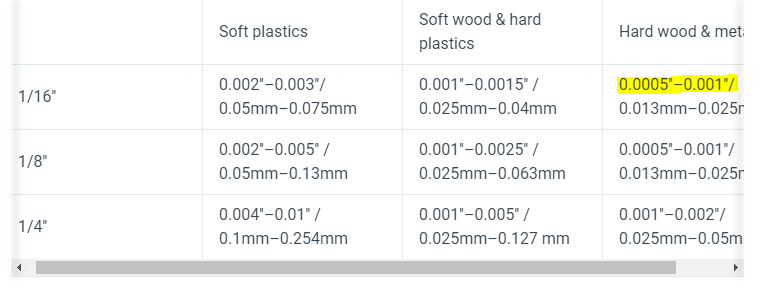
30 IPM / 2flutes x ~20.000RPM = 0.00075", right in the middle of the guideline range.
For depth per pass 0.02" is 30% of the endmill diameter, which also matches the “max 50%” rule of thumb
Also in line with @DAH’s comment that 0.0014" chipload is a tad too much, and especially at a depth per pass of 0.0625 = 100% of that small endmill diameter.
Thanks for your input. Just before reading your reply I got a call from Amana Tools and this is what they told me about my 1/16 down cut end mill: Spindle RPM = 18,000, Feed Rate = 105 IPM, Chip Load = .002917, Ramp down = 52.5, Depth per pass = .02.
Having just broken on of these I can tell you that I am a bit nervous about trying this again.
Thanks for your input. Just before reading your reply I got a call from Amana Tools and this is what they told me about my 1/16 down cut end mill: Spindle RPM = 18,000, Feed Rate = 105 IPM, Chip Load = .002917, Ramp down = 52.5, Depth per pass = .02.
Having just broken on of these I can tell you that I am a bit nervous about trying this again.