I have some cheap 1/16 end mills I want to test on aluminum. Just for extremely light finishing passes. They don’t need to last long since they only cost $5 each.
What would you guys recommend as a conservative setting? I’d run some tests and try to figure it out on my own but they seem like they’ll probably snap quite easily
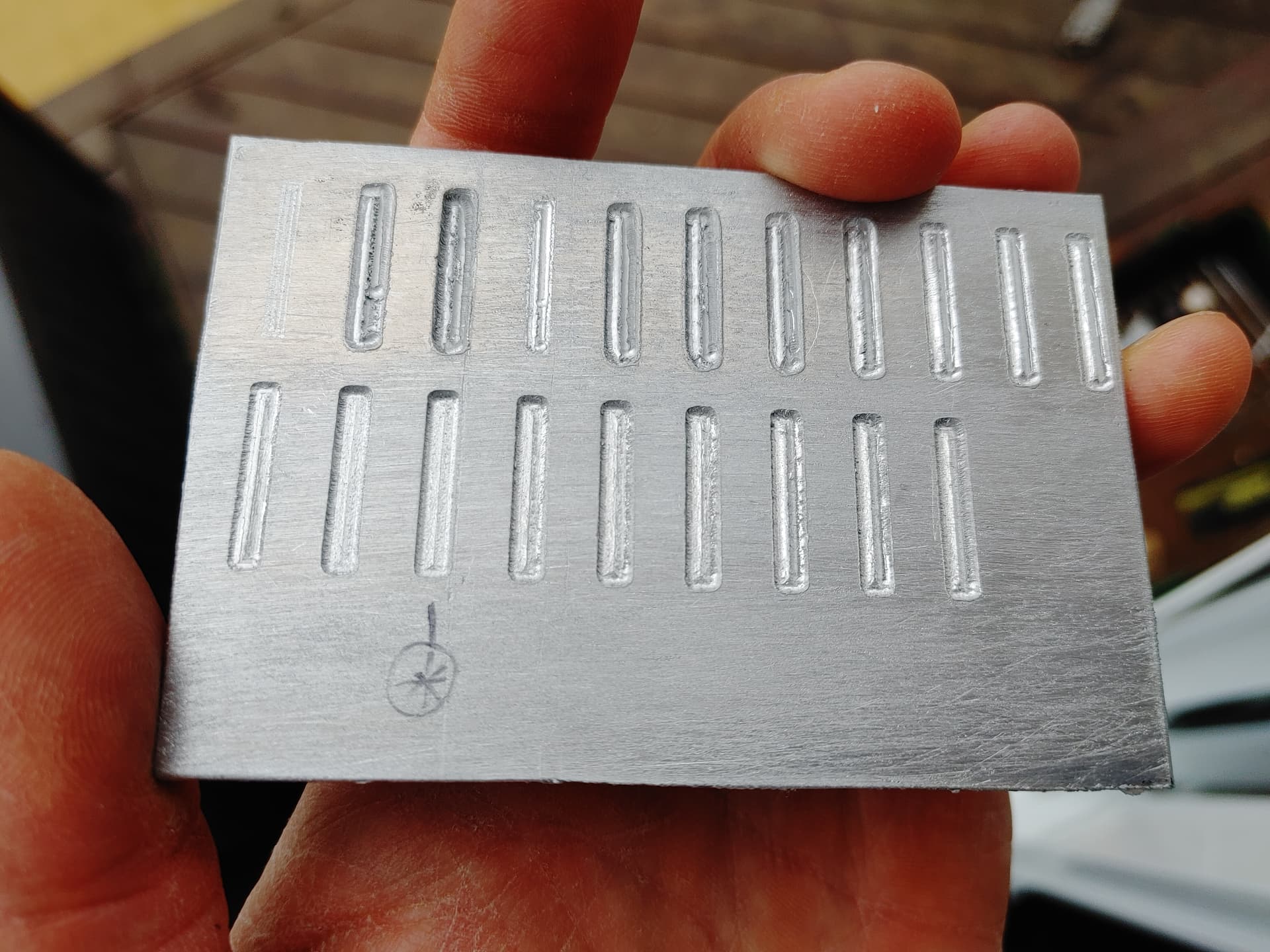
Took me a while to get to testing, was distracted by other things. The end mills actually hold up better than expected. SpeTool 2 flute 1/16" ballnose end mills. Initially it was repeatedly clogging up but I figured out some decent numbers for 6061 aluminum:
These numbers gave me some clean, reliable results (during quick testing - no clogs for 5-7 minutes of continuous cuts). It creates more dust that chips so I assume the end mills won’t last too long and a respirator is necessary. The chips are very tiny and every once in a while it will shoot out a large spiral chip. The teeth on the end mill are so small I couldn’t improve the results. Maybe its normal.
Here’s a dump of additional notes:
0.002" stepover provides cleaner pocket
IPM up to 28 seems to work without too much noticeable loss to accuracy
Depth per pass tested up to 0.021" the inner pocket quality starts to drop
I hate math and didn’t do any calculations to determine chipload. Chat GPT tried to sabotage me as usual and wanted me to run at 130 IPM when I asked it to do the math for me lol.
I’ve found that roughing out with a single or dual flute square ended mill at a good feed rate then coming back and going a finishing pass with the ballnose works out quite well. I’ve had more luck pushing single flute with DLC coating than ballnose cutters (SO3 XXL with HDZ like yours).
I probably won’t end up using these end mills on my main projects. They’re not really good at doing what I need. The good news is maybe in the future I can play around with aluminum 3d carving. That gets me excited, metal carving interests me a lot.
I just bought a coated 1/16" amana single flute end mill to play around with. to be honest it feels bad spending $70 on a bit compared to $5