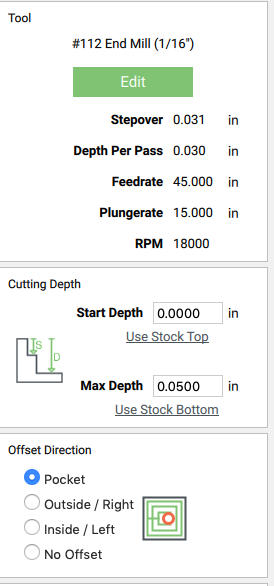
Hey everyone. Been trying to having an issue breaking 1/16th downcut endmills. I tried pocketing out a family sign to a depth of .050. Here’s my f&s for that cut when the bit snapped.
Obviously, I’m doing something wrong. What f&s is everyone using with this size bit? I have a 1/32 downcut, but I won’t run it, because I’m sure I’ll snap that one as well.
45ipm for slotting (contours end up being slotting often) for a small bit like this is … a bit much.
25-30ipm is what I’d be using
Downcut are a bit harsher on slotting than upcut (you push the chips down into the cut more or less)
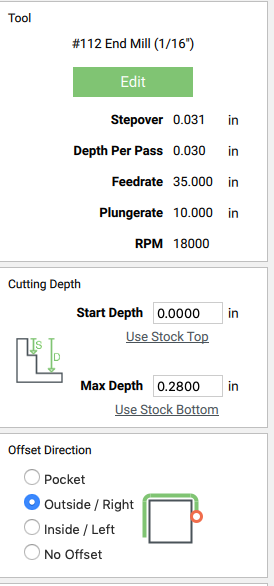
If you want to go faster, you can create an outside offset of 1.5x the diameter and then do a pocket (so that you don’t really slot)… it’s also a way to get a nicer wall finish
I’ve been using the exact same feedrate and depth settings, so here are three wild guesses (that are all probably wrong).
Verify that your router was actually turning at 18000 RPM. Maybe the speed setting was wrong, or what happens when brushes wear out, do you loose RPM?
If your zero for Z was off the first plunge/cut would be taking on more than .03 inches. Did the bit break on the first depth cut?
Were these by chance 1/8 diameter shaft bits? I’ve been having problems with 1/8 shaft bits slipping in the Carbide 3D precision collet. Carbide 3D sent me a replacement collet and it has the same problem. I have a Elaire collet on order, if it also has problems then it isn’t the collet I’ll start to question the router.
The router is about 6 months old without heavy use, so I would think the router is fine.
I don’t believe the bit broke at the first depth cut. I don’t know how long into the cut it broke.
These are 1/8 diameter shafts. I’ll check to make sure I’m properly tightening the collets and I’m going to slow down the cuts for now until I find the best speed for my setup.