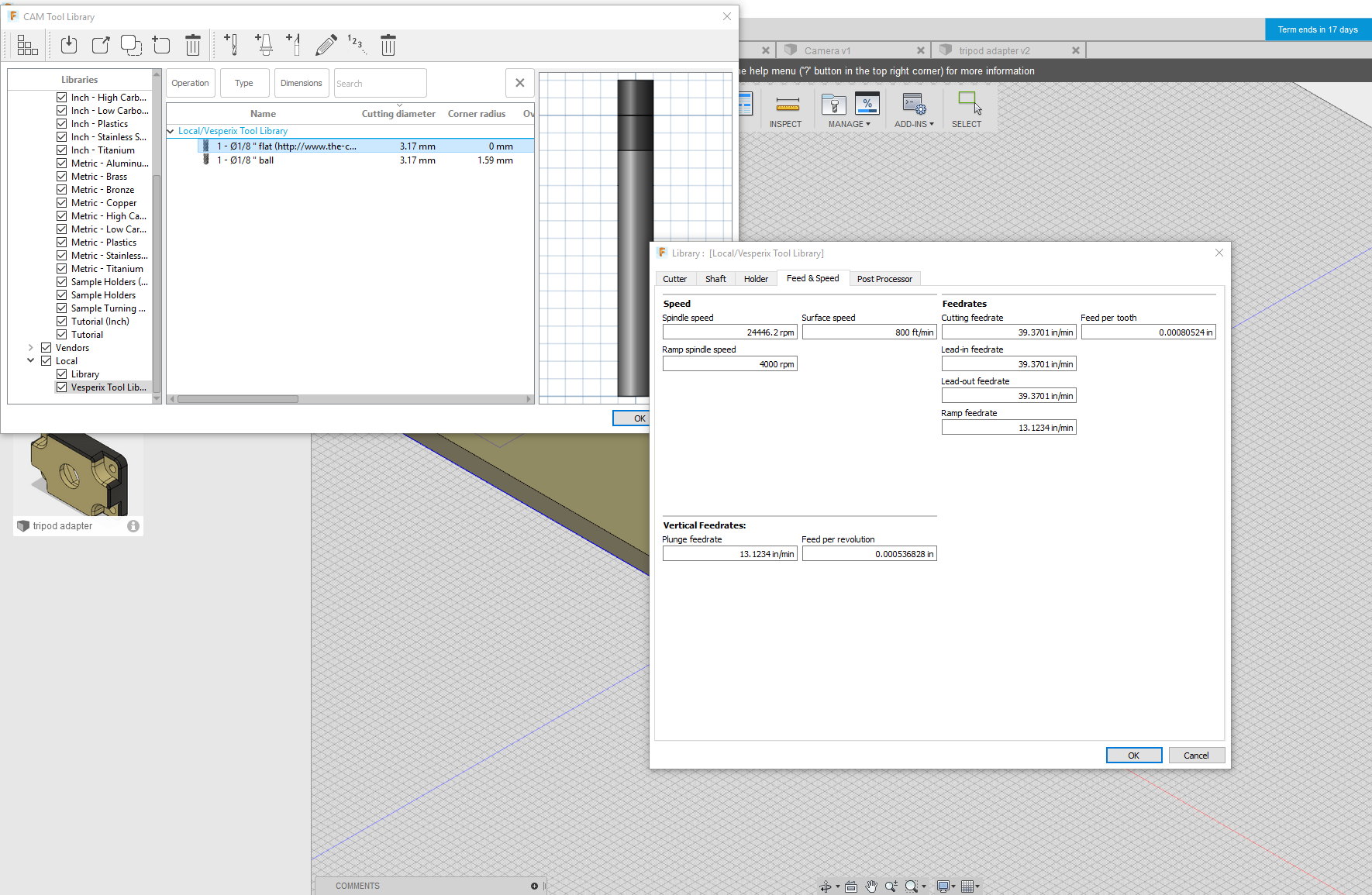
I was confused on how to input feeds and speeds from the carbide chart: http://carbide3d.com/nomad/feedandspeed.html
(I only have nomad 101 and 102) into the fusion 360 feeds and speeds fields.
Ramp spindle speed is the speed used when the cutter is entering the material. Spindle speed is the speed to use while it’s cutting a pass. This is so you can have a different speed while the tool has 180 degree contact with the material (slotting). After entry, it usually has < 90 degrees, and can run a different speed. Meshcam always “slots” the initial cut on a pass, so you need to set the speed/feed on it to that more limited slotting setup for everything. You can avoid that with Fusion.
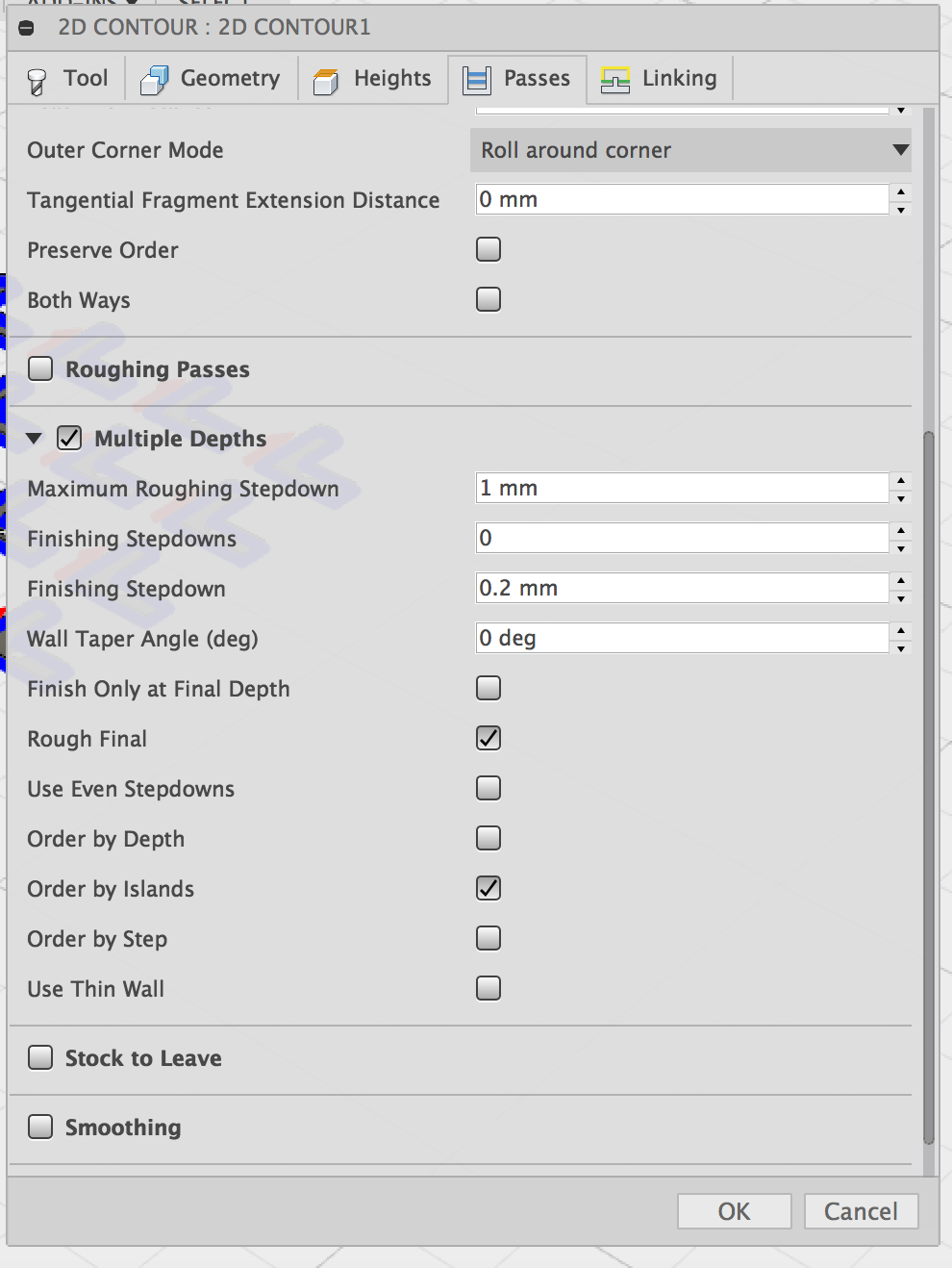
Yep. Maximum Roughing Stepdown will take passes at 1 mm, then a finishing pass of .2mm on your screenshot. Since you have Rough Final checked, the .2mm pass is ignored
You can do it however you like. There are many opinions all around. I don’t have a nomad, just a modified SO3.
http://a360.co/2gMdznh I think you can view the toolpaths with feeds and speeds for that if not message me. I’m not near my computer right now, and may need to login to hit the download toggle.
So generally I like to mill everything with the biggest endmill possible. Most of the bulk was done taking .2" down and .2" step over on a 1/2" at 92" / min. I hog out everything with the stock to leave set to default (I think is .02) to .03 depending on the material I’m working with. Then I use other tool paths to finish.
For instance a simple pocket. I mill with 1/2" leaving .04", then follow up with a contour with stock to leave unchecked, and followed by a pocket set to full depth in one pass.
Shoot me a pm I have a gwizzard which calculates feeds and speeds.
If your running .5mm what are you cutting? Some metal?