But, the true solution to the problem you point out, @UnionNine, is to reduce the machining margin to just larger than the tool radius. Here I used .065" as the margin. MeshCAM takes the cutter axis out along the supports to the machining margin, so you want to minimize that lateral travel. The finer the calculation tolerance, the closer the machining margin can be to the actual cutter radius. MeshCAM always wants to make the margin at least as large as the cutter diameter, so that is something I always need to override…
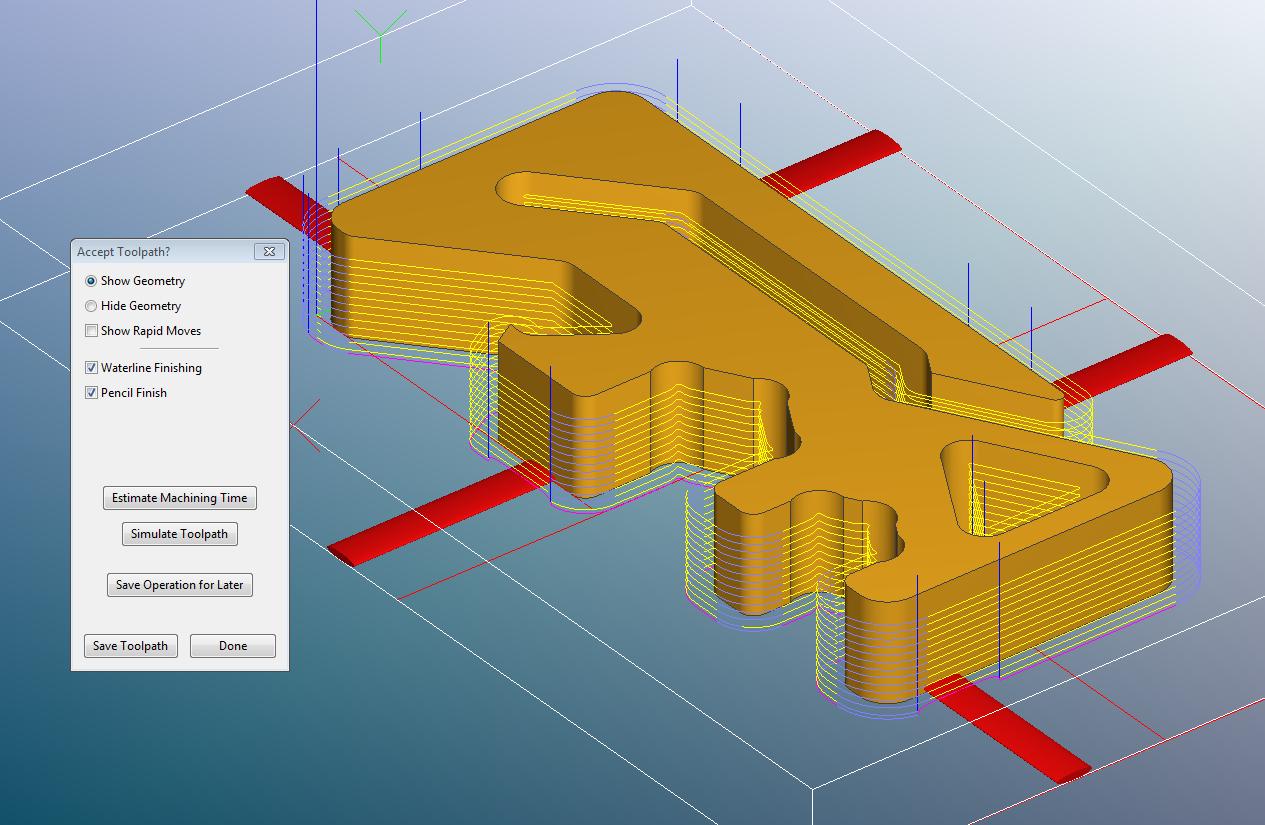
Randy