Griff
(Well crap, my hypometric precursor device is blown…)
3
Thanks.
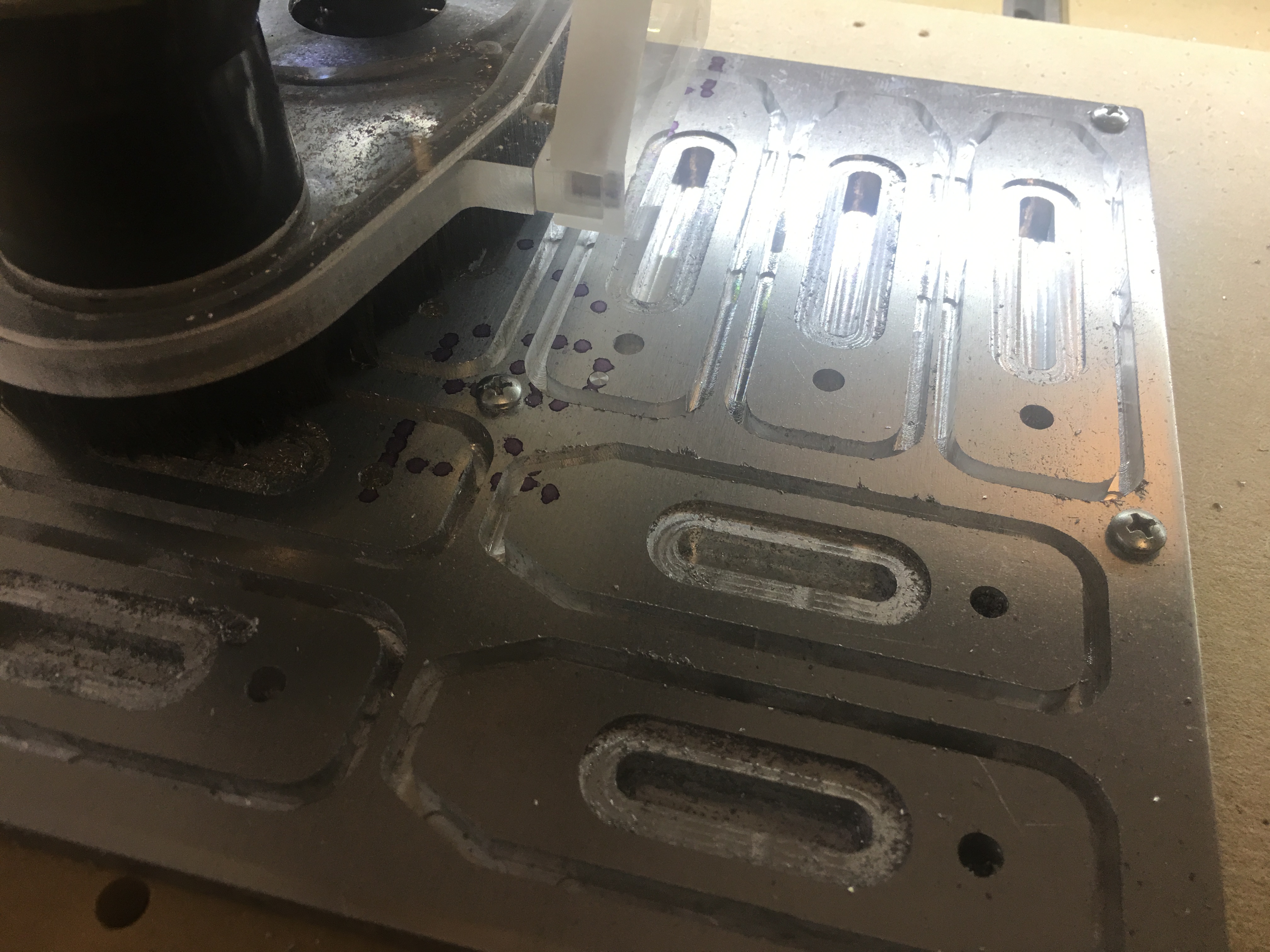
To be honest, not real sure on feeds and speeds. I specified multiple cuts at .05”, set feeds to 30 ipm and Super PID to 10k. Did an air cut, 30 ipm just feli too fast so bumped it down in CM to 30% of that. Didn’t like the sound at 10k so ramped it up to 12k. Not so scientific as most of you guys, I like to feel my way through things.
Looking forward to learning more and better quantifying results.
Quality over quantity! That idiom is completely misapplied here, but I’m with you; frequently qualitative gets ya there rather than fretting about the quantitative.
I had originally started with a slower 22645rpm spindle speed and a slightly slower feed/plunge, with a larger 0.040" DOC and the SO3 did not like it at all (end mill clogged, machine lost steps, had to hit the EStop). So I halved the DOC and it was a lot better, but still not great, so I upped the spindle speed and feed/plunge and it went still a little better. I’m using GWizard, and I’m still not very confident with the numbers it gives me. For almost anything I feed it I get 30,000 for RPMs, not sure what I’m doing wrong, but I’ll keep watching videos… There was noticeable deflection where I had tabs, which I sanded out in the final pieces. Lots of hand finishing, which I tried to avoid, but I think that was my fault for using too many tabs (probably should have just done an onion skin.
All in all I would call mine “semi-successful”. The clamps I made are usable, but not very pretty… Learning!
Yours look much cleaner than mine, cool stuff!
Dan
2 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
7
Nice, much more ambitious then me . I want to make a vice next but I think I’ll practice on some clamps similar to what you’ve done.


 . I want to make a vice next but I think I’ll practice on some clamps similar to what you’ve done.
. I want to make a vice next but I think I’ll practice on some clamps similar to what you’ve done.