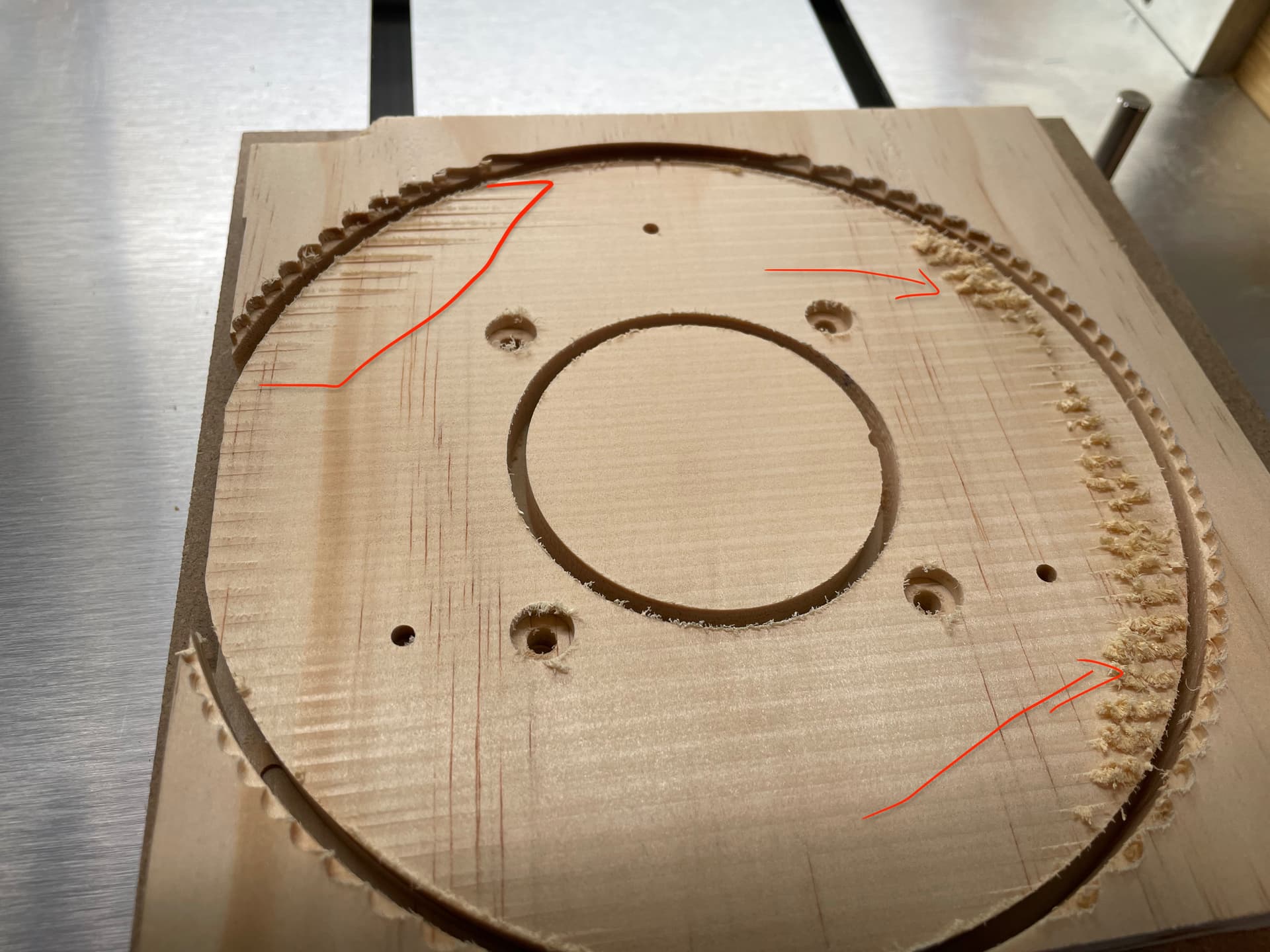
I just did my first cut using Fusion 360 and then Carbide Motion. New to CNC so I call this a success. But I noticed on my test project I have these burs on the right of the image. What causes that and how do I fix it?
Also, I have grooves on the top left? What caused that to happen?
What species is that, pine? Some species and materials in general have greater tendencies to by “fuzzy” after a cut due to cell structure.
Ridges tend to be caused by the moving carriage needing to be trammed. If you haven’t trammed the machine, it makes a significant difference on the floor of a cut. See https://www.youtube.com/watch?v=rGOGlNurglE&t=2s. Finishing passes help clean up left over/displaced material. Re-running an operation or leaving a small amount of material (maybe 0.010") to remove with dialed back speed and step over would be examples of finishing strategies.
Would you be able to share your file? It would be helpful to see what kind of tool path strategy you’re using.
Here are both files. I was using double sided tape. Though I will admit it was on the part and bed for 5 days before I got to running the NOMAD on it. DiskCut-1001.nc (65.4 KB)
Whoops! I tend to forget about other platforms in my Shapeoko-centric world.
I think Neil is onto something, how flat was the back of the stock? I find with double sided tape or painters tape and CA glue, stock flatness can be critical.
My only other suggestion is to perhaps try a smaller step over in your facing operation. You’re at .0875" on a .125" end mill which is 70%.This article pertains to ball end mills for 3D milling but gives some good visuals and explanations. It goes on to suggest anywhere from 1/3-1/10 of cutter diameter as a stepover (ball end mills), depending on material.
If you feel good about your work holding and set up, I’d then try a 50% stepover and reduce if from there to observe the effects.
I would say those suggestions would mitigate fuzziness. When possible, it’s a good idea to perform test cuts in a scrap piece; sometimes you might be surprised.
This was PVC board. I was experimenting with shelf liner and down vs up cut end mills. I was kind of surprised that an up cut end mill without a mask was the way to go.