I’ve spent the last few days setting up my new Shapeoko 5 Pro 4x2. I went with the 65 mm VFD spindle, and built a table using the Kreg system. For what it’s worth, I am a total newbie when it comes to CNC.
Today I made my first cuts with the machine, working on a “rough draft” of a project I hope to complete in the coming weeks. Inspired by the following Youtube video, I decided to build a snack tray shaped like a famous space ship:
I designed my own version in Inkscape, then brough that into Carbide Create and assigned toolpaths.
I was trying to figure out if I had the size and shapes correct before using an expensive hardwood, so I used 3/4 inch plywood to start.
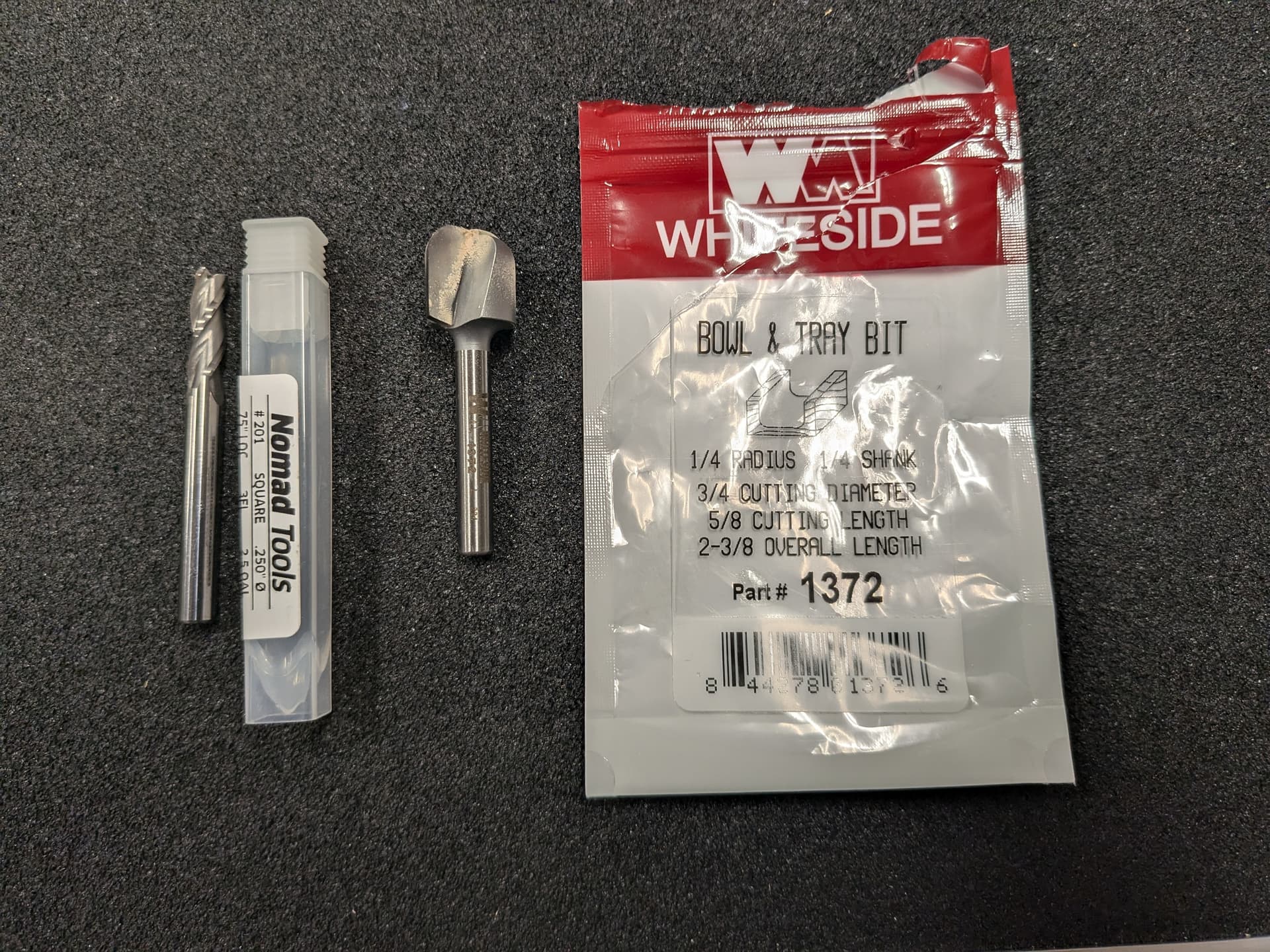
The outside contour toolpath was 0.5" deep and I used the #201 1/4" bit. No problems there. I set zeros manually using the wiggle a piece of paper method.
Then I used a 3/4" bowl bit for the pockets which were supposed to be 0.25" deep, and that’s where things got a little funny. I cut the contour first, then Carbide motion prompted me for a tool change before the pocket paths.
I put in the bowl bit in, and Carbide motion seemed to re-calibrated using my BitSetter. But, all of the following pocket paths started “in the air”, and ended up therefore being shallower than I had designed. It’s almost like the BitSetter didn’t work?
Can anyone point me in the right direction to troubleshoot this?
Unfortunately I don’t have a picture showing the machine at zero position as I zeroed on the top surface of the lower left corner of the workpiece, which I’ve since removed from the table.
I should add that I used the 1/4" tool to set zeroes.
I think his concern is not so much how to fix the current piece but what went wrong to avoid it with his real piece.
That’s right, this was a practice piece to test the machine, and to see if I had the sizes and shapes correct for this design. I don’t know other people’s preferences, but I like large snack trays so I’m making this pretty big, cutting out of 16"x22" stock. Depth is as of yet uncertain, I think snack trays should be deep so that chips don’t spill out the sides, but that might depend on hardwood stock availability.
Since this is my very first time running a CNC machine I thought that I’m almost certainly doing something wrong, so I thought I would ask if there are common mistakes that might result in an unintentional “air pass”.
The BitSetter did measure the first bit after I set zero, and also measured the second bit after the change.
I’m on the latest version of Carbide Motion, which I believe is build 636.
Not the problem, but I think I would have done the pockets before the profile.
Thanks, I will do this going forward. Also will likely change the design so that the contour is actually a pocket, seems like I should be avoiding cutting slots that are the same width as the bit?
Anyway, I’ve ordered a BitZero which should arrive tomorrow, and I’m going to run another test after it arrives and I figure out how to use it.
The Bitzero is great but really shouldn’t have mattered in this case. If the bit pulled lower during the profile cut i would still have expected your pocket path to be OK since the length measurement on the second bit is relative to the measurement on the first before that path started.
Any chance you didn’t tighten the collet sufficiently and the measurement on the bitsetter for the bowl bit actually pushed it upward?
Will always advises against slot cutting, sometimes I do it. There is (or was) a bug that if you make your pocket too large it may still cut as a slot and then move over. Try to stick to 10% extra. Check the simulation closely to make sure it is doing the full width before going down.
Doing some further investigation into this problem, haven’t had time to run another test cut yet, but got to wondering.
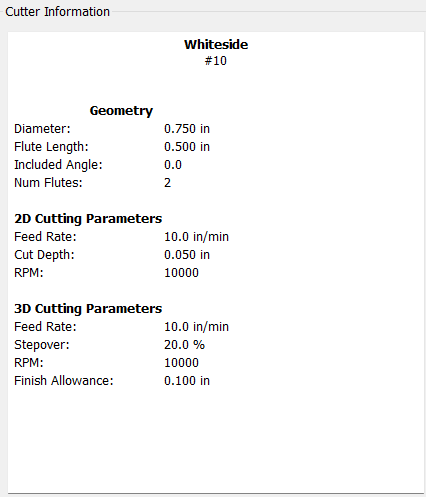
I had to add my 3/4" bowl bit to Carbide Create manually as it didn’t exist in the library. Could incorrect geometry parameters cause the problem I experienced? Here is what I set:
No, the only parameter for an end mill in a pocket path that would affect the cutter path is the diameter.
Cut depth affects the number of layers/levels, but the path should be the same on each level.
Depth is controlled by the max depth setting in the toolpath.
The issue you’re having must be in the process of changing & measuring the tools.
I would start by separating the paths by tool, and disabling the bitsetter and setting the Z zero manually for each tool. Then once you’re confident, turn the bitsetter back on, but use the “Measure Tool / Change Tool” button (if it’s still there), and double check your Z zero before executing the toolpath.
At that point, when the program asks you to change the tool, look at the Z value in the readout.
Since you already measured that tool, it should go to the bitsetter, come back, and the Z value should be the same.