Hi folks,
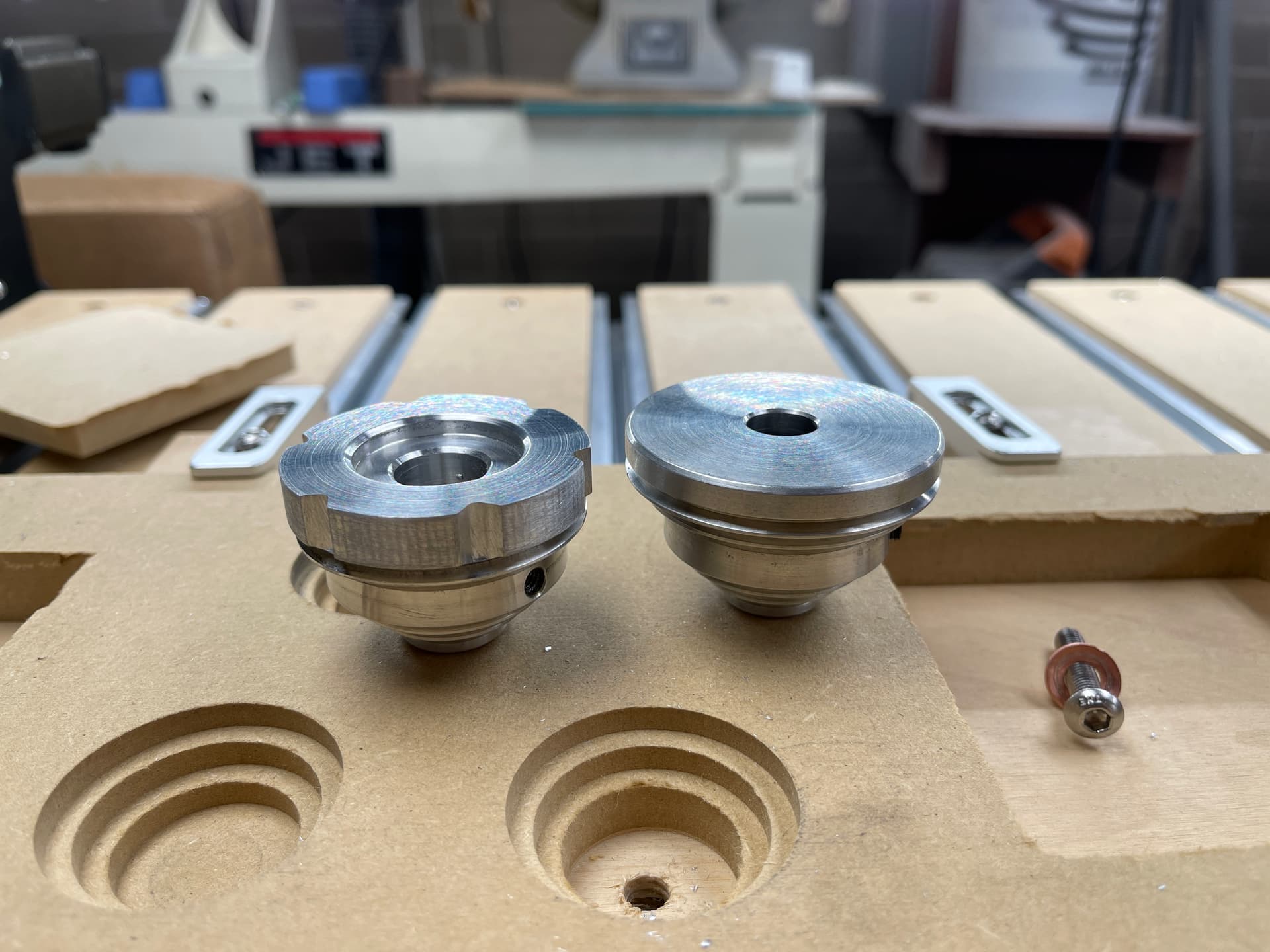
Very modest compared to people who routinely do aluminum here but here’s the first thing I’ve cut…well…modified…out of aluminum. I needed to modify one pulley so I could index it at 6 equal angles. Original pulley was like the one on the right, so I recut the profile and added the indentations.
Quick questions as I have a lot of learning to do in terms of cutting metal with this machine: the final cut is fine, but not very smooth. Way far from what I saw in V. Ramirez’s video about the HDM. I used a Z coated 1/4 single flute end mill from Carbide 3D, then their 1/8 Z single flute end mill to get a deeper 45 degree angle on each indentation. Both were running at 18k rpm and the 1/4 mill was taking 1mm passes and 0.5 with the 1/8, and both feeding at 18 in/min. The first cut I made was a disaster. Taking too much way too fast and it mangled the outside of the piece, jerking it out of the holder I made and undoing my clamps. So I went with what I thought was super conservative after that.
So the question I guess is what should I have done in order to get nice walls here? Different feeds and speeds? A finish pass? Different end mill? Maybe better holding? (it felts really solid but maybe not enough, attached into the MDF “mold” I made with a bolt going through and holding it tight to the table, and the MDF held with 4 clamps). To be honest, I didn’t see if the relatively rough cut happened with the 1/4 inch bit or when the 1/8 passed over it later on, doing somewhat of a spring pass since the perimeter was already cut.
Added bit of information. To keep things simple, I used Vectric Vcarve, as this was just a profile and I didn’t feel like messing with Fusion today. I’m wondering if that made a difference for the faceting around the perimeter.