5 Likes
Very cool! Even if the material is leaky, it’ll only affect your maximum holding force (force is proportional to surface area being held and the vacuum pressure. At 29.9" Hg (‘full’ vacuum), its 14.7 pounds per square inch. If your vacuum is 26" Hg with no leaks, you get about 12.3 pounds. Leaks (if any), will just lower that holding force.
Is the EPVC easy to machine? HDPE is relatively easy but with the wrong cutter, leaves a lot of “fuzzies” on the part.
1 Like
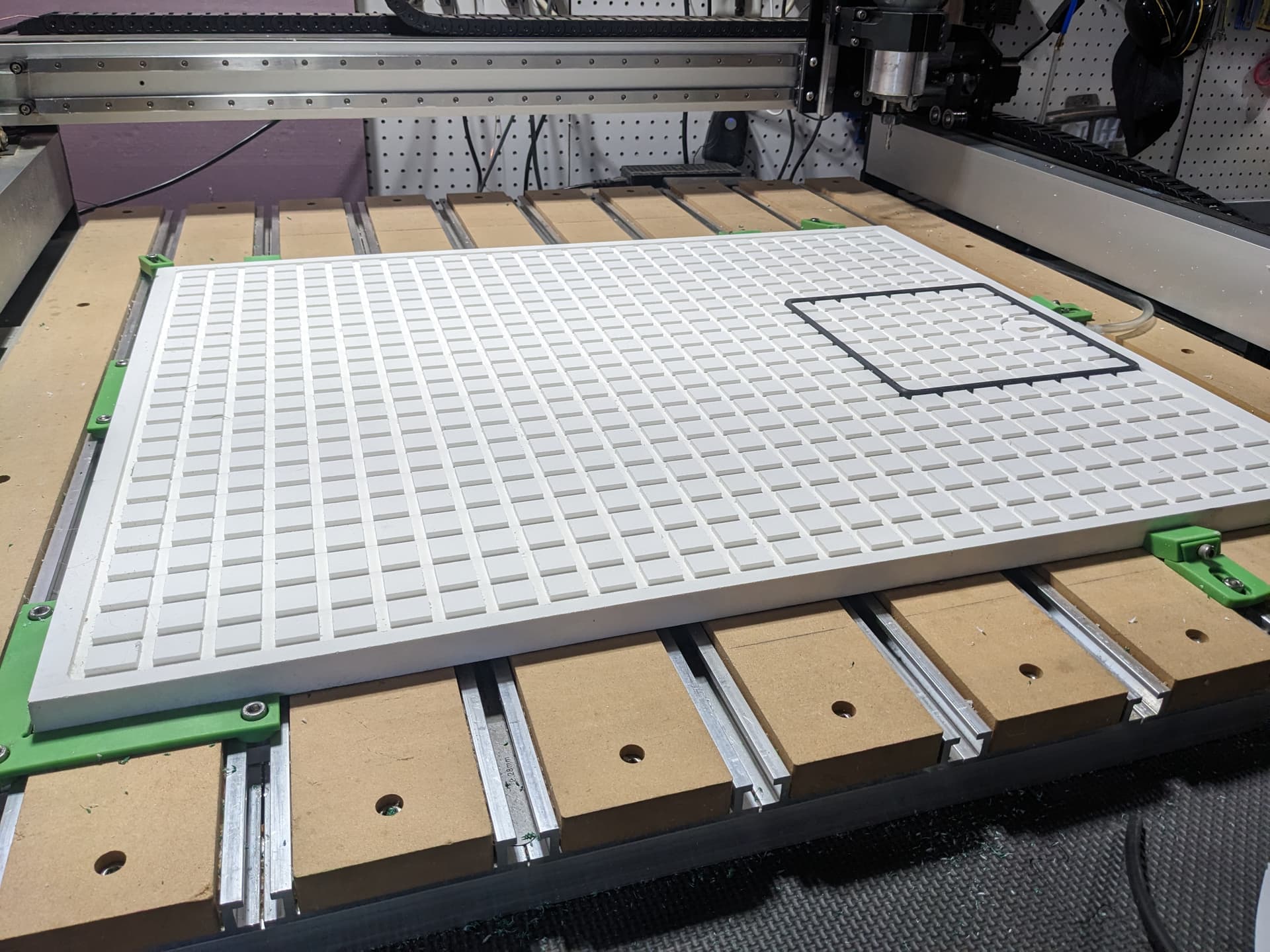
Super easy to machine. I used a .25 end mill from Whiteside and there were no fuzzies. I ran it fast and .125 deep to accomadate my .25 inch diameter soft foam cord. The PVC is the standard sheet I bought at Home Depot. Thanks for the science and the affirmation… I wasn’t sure if it would work but I needed better support for my .25 inch plastic (PVC and King Color Core) I have been cutting than what I could achieve with the commercial pods I bought from Rockler. Those left sags and and swoops making v-carving very dicey. This one works pretty well.
1 Like
I hear you. I built mine to machine 1/16" aluminium without having to tape the whole sheet. With that thickness, taping just part of the sheet isn’t an option.
1 Like
That’s a really nice looking jig!
@yardecraft Joel: I assume that for either through cuts, or if you accidentally cut through the bottom of your stock, you can’t use the jig because the seal would be compromised?
- Gary
That’s where the gasket comes in handy. Easiest way to avoid that is to only gasket the area where the cuts won’t come through. With a perfectly flat vacuum plate (and trammed machine), you can easily do this without marring the plate itself. Minor scratches won’t affect its performance (my version 1 has quite a few scrapes and bumps and still keeps going.
An alternate method is what pro machinists do: the skin method. You machine the top to within ‘x’ mm of a through cut, then reverse it and either face the back to remove the remainder, or complete the through cuts. I recorded footage on this method recently so will share this shortly. ‘x’ mm depends on the material. For aluminium, about 0.25mm works. For porous material like wood, you have to leave at least 2 mm otherwise the vacuum will either seep through the skin or blow it out.
The other option pros use is a sacrificial jig between the part and the vacuum plate. The sacrificial jig will pass the vacuum through to selective areas of the part. This is really only feasible for parts you’ll run often. I have an variation on this method I’m currently testing. The variation avoids the complexity of designing and build the jig. Will followup with a video on that test.
2 Likes
First, thanks for posting!
Care to link the “cheaper option”?
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.