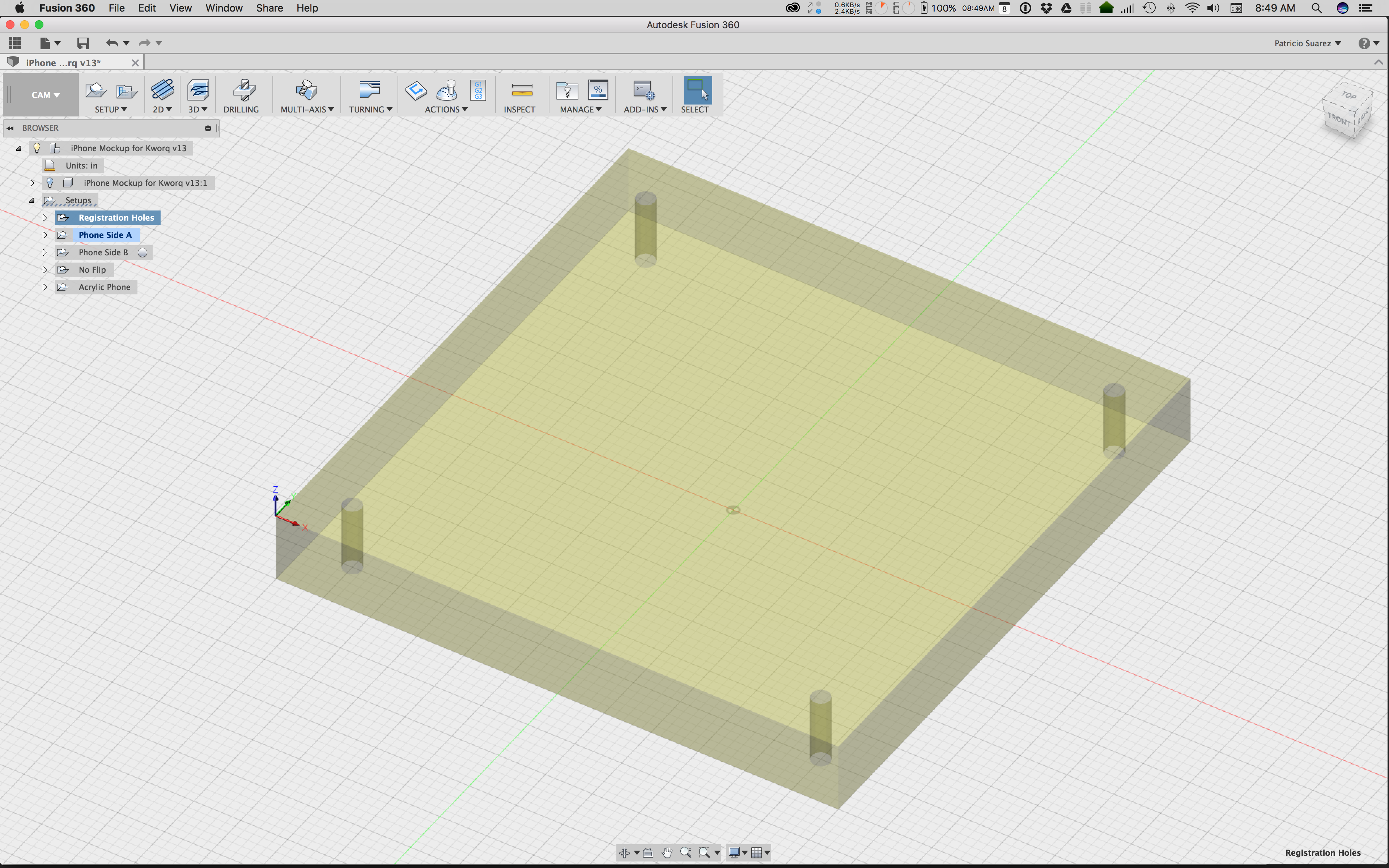
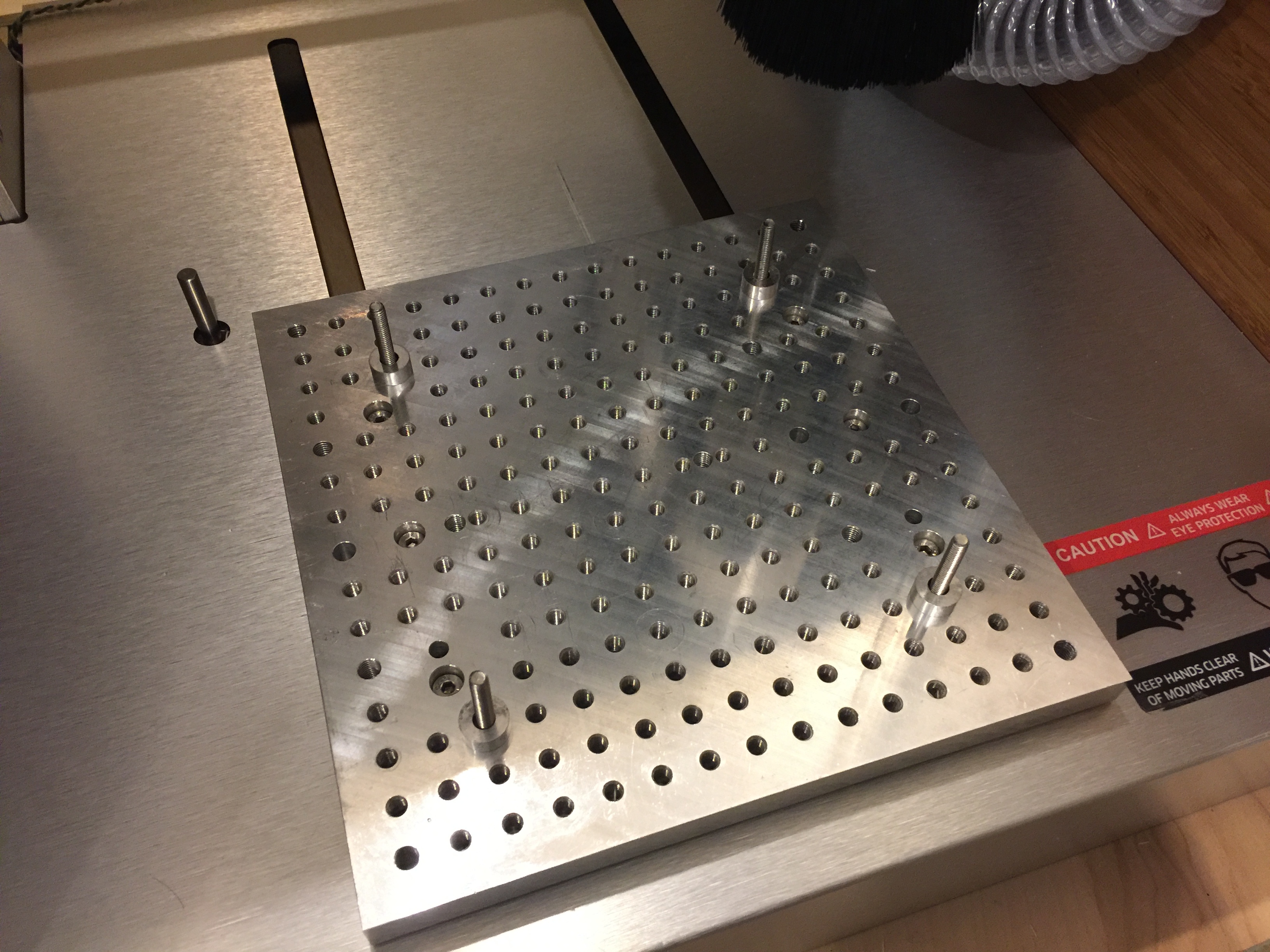
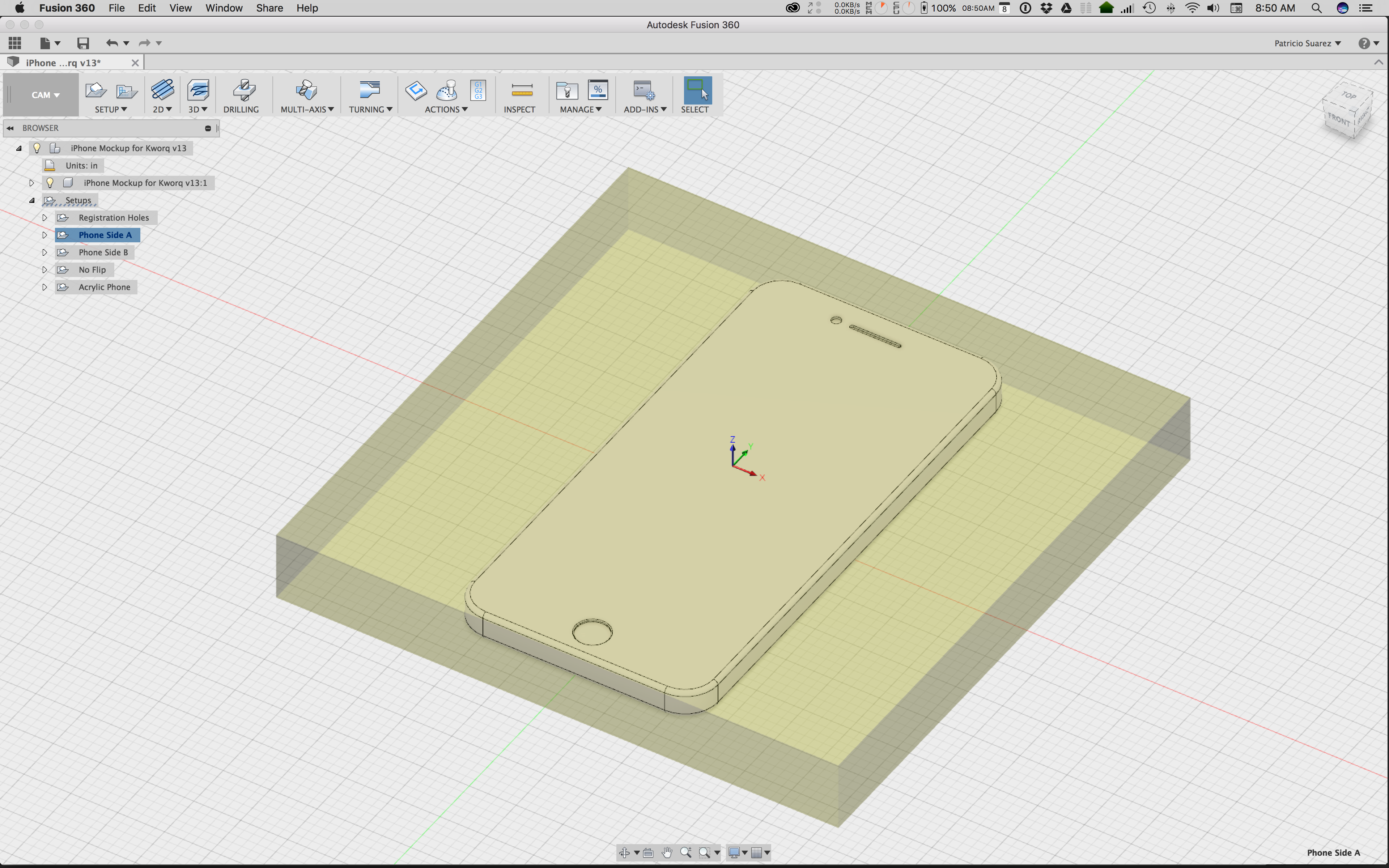
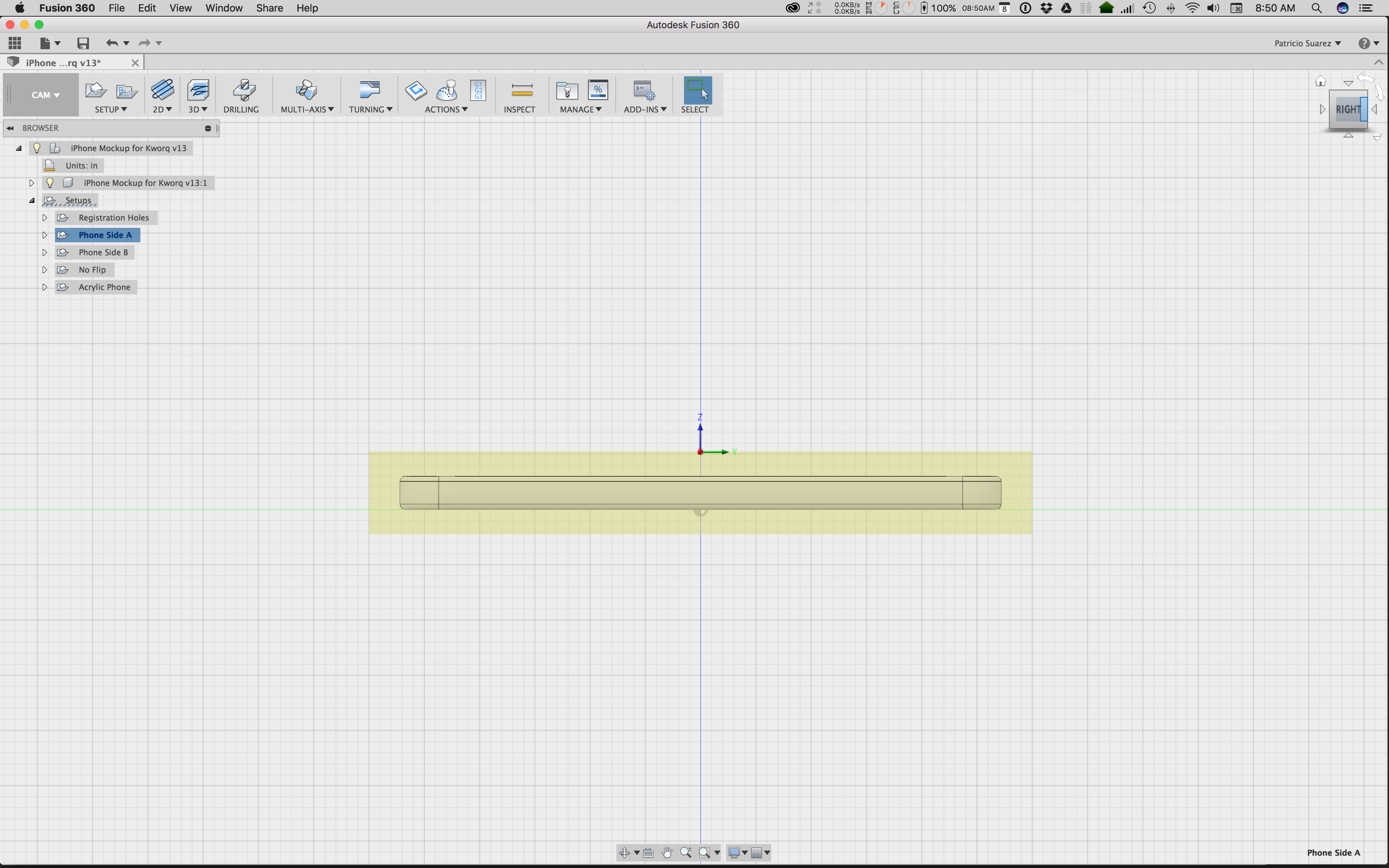
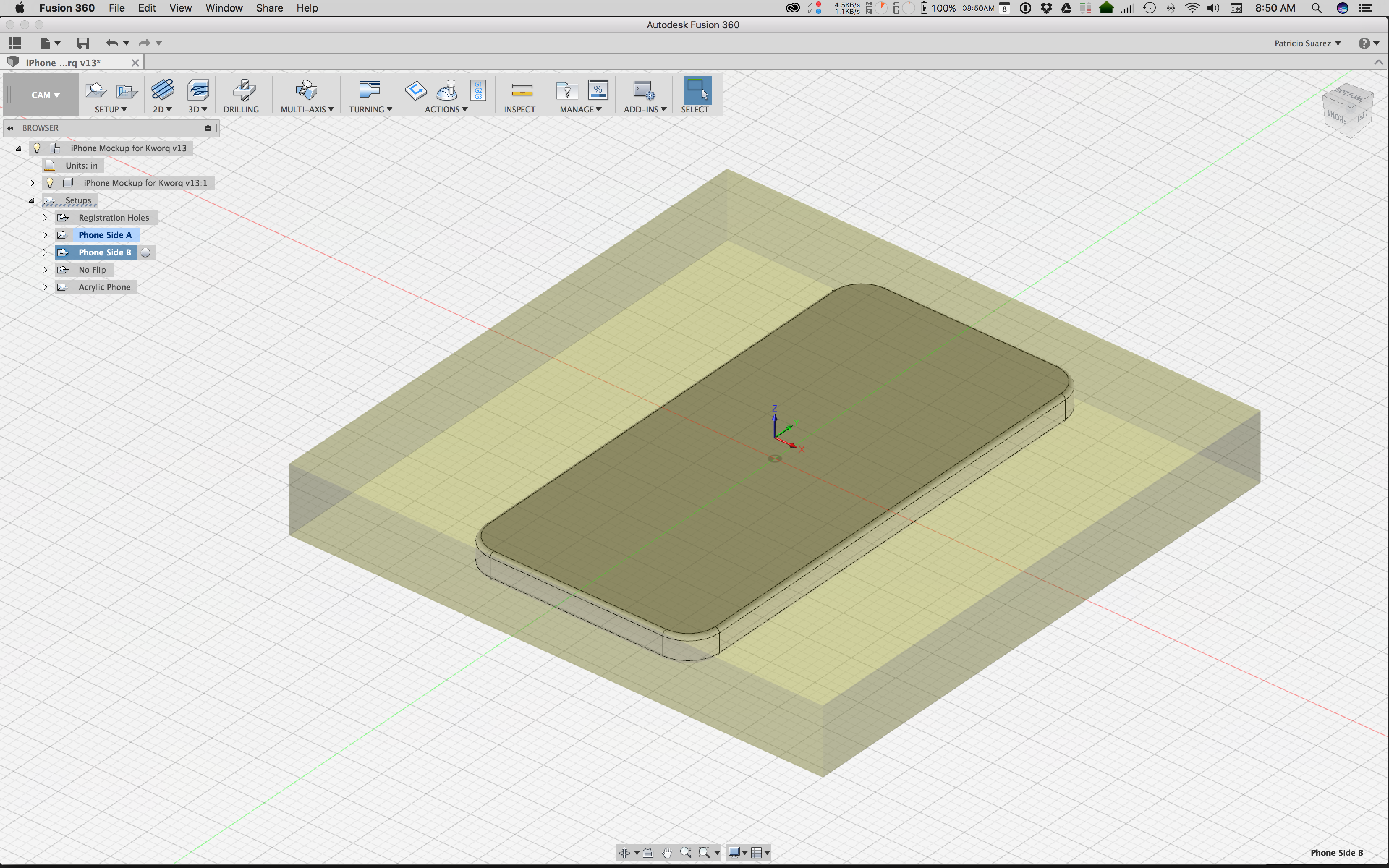
Ever since I got my Carbide 3D flip jig, I’ve been curious to figure out a more universal strategy of doing flip jobs. I thought since I have a sea of holes bed with holes every 1/2" and the repeatability of returning to the center of the bed I’d just drill holes to serve as registration and holding the stock. Using the x and y middle of the bed I drill holes equidistant from the center and in theory I should be ok, right?. Yes, but not perfect. I’m not getting perfect registration and I’d love your opinion on this. Here is the setup:
Drilling holes for registration based on 1/2" spacing for tapped holes in bed
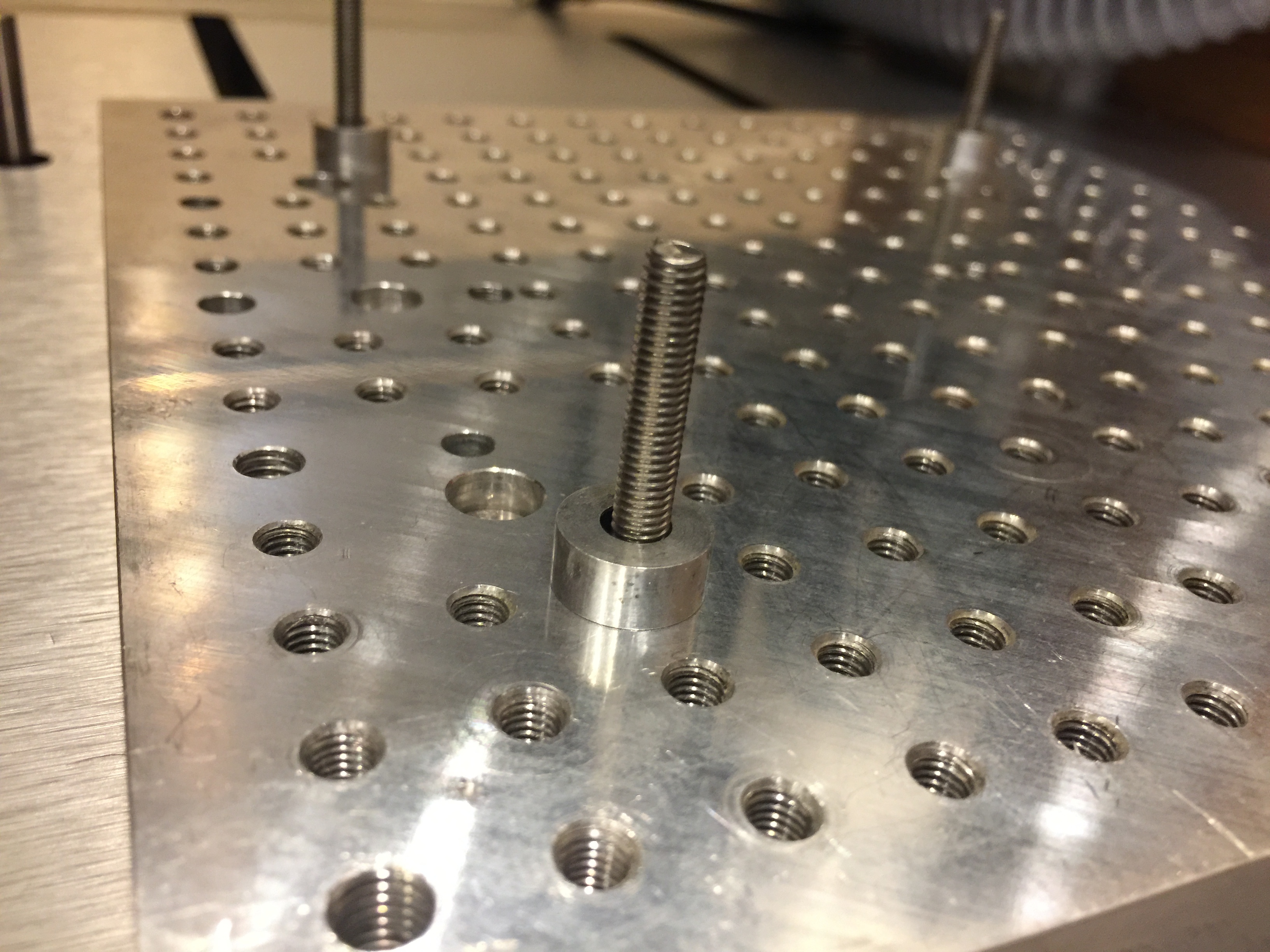
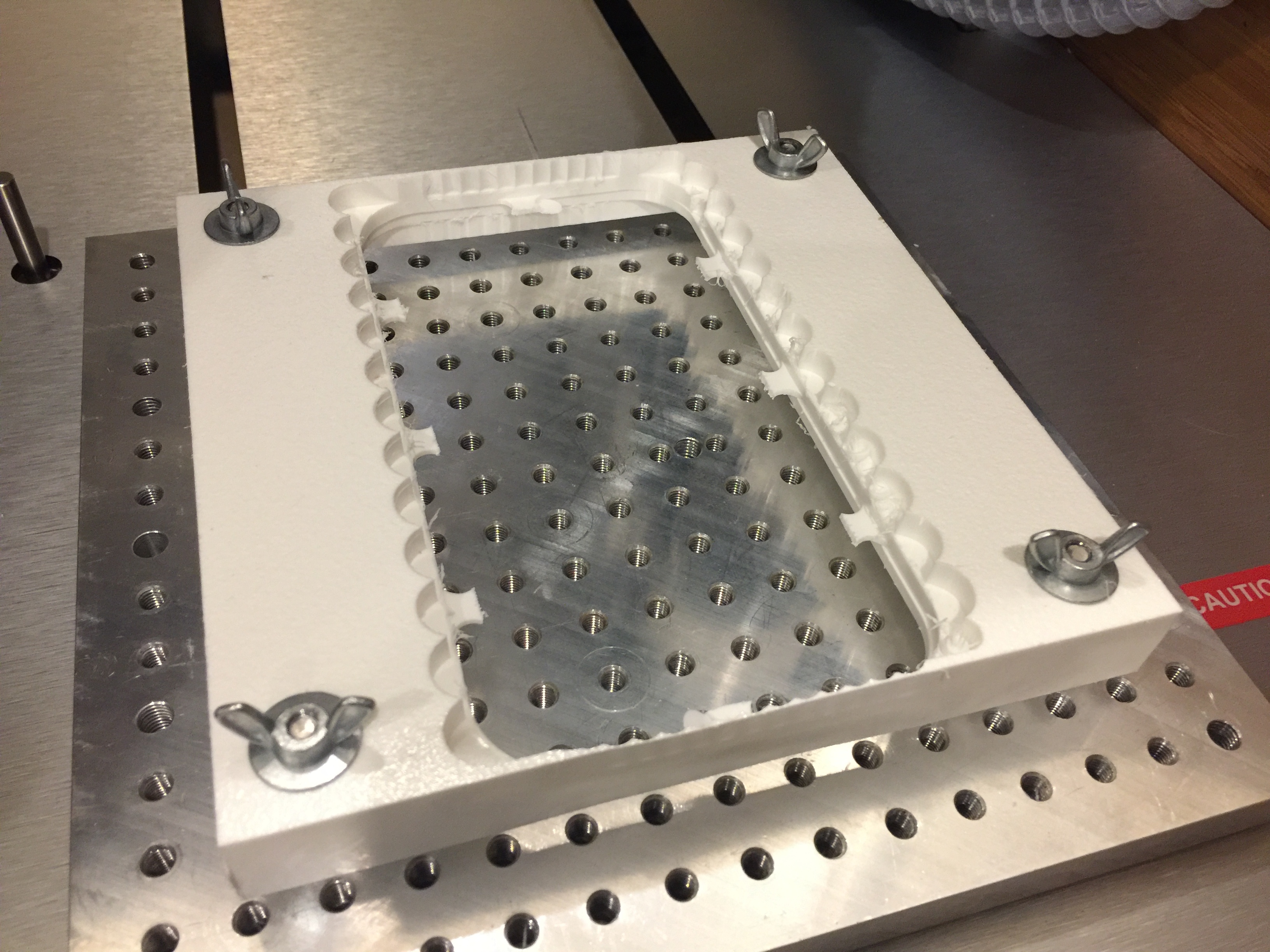
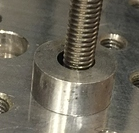
In theory it should all be ok, but it’s not perfect alignment. The holes fit very snuggly around the threaded rods and there is almost no play at all once in place.
One thought is that registration on threads tends to be less than perfect. Generally, you want a cylindrical section for registration. You might try putting studs with collars to position two edges, that are not moved and not used for clamping.
Another thought is: how soft is the material? If it has ANY significant give, you will see shifting as you snug the clamp nuts.
I am thinking along those lines also. Have some registration pins that will try to use in some fashion. My thought was to drill the holes as snug as possible to not have any play. The material is HPDE. Soft but not enough to give, right?.
HDPE will move under clamping force. Actually, any material will, so I should say HDPE will move enough to be significant in this setup. This, of course, presumes the clamping force is not very very small. With care, this can be compensated for by proper clamping sequence so that the distortion happens the same direction for both setups.
HDPE moves enough that it is, at times, tough to hold for lathe work. It isn’t as bad as some other polymers (I once had to do work on PTFE rounds. Not practical in a lathe chuck, and can be problematic in a collet. Polypropylene rounds were worse), but it moves forms under compression and creeps over time.
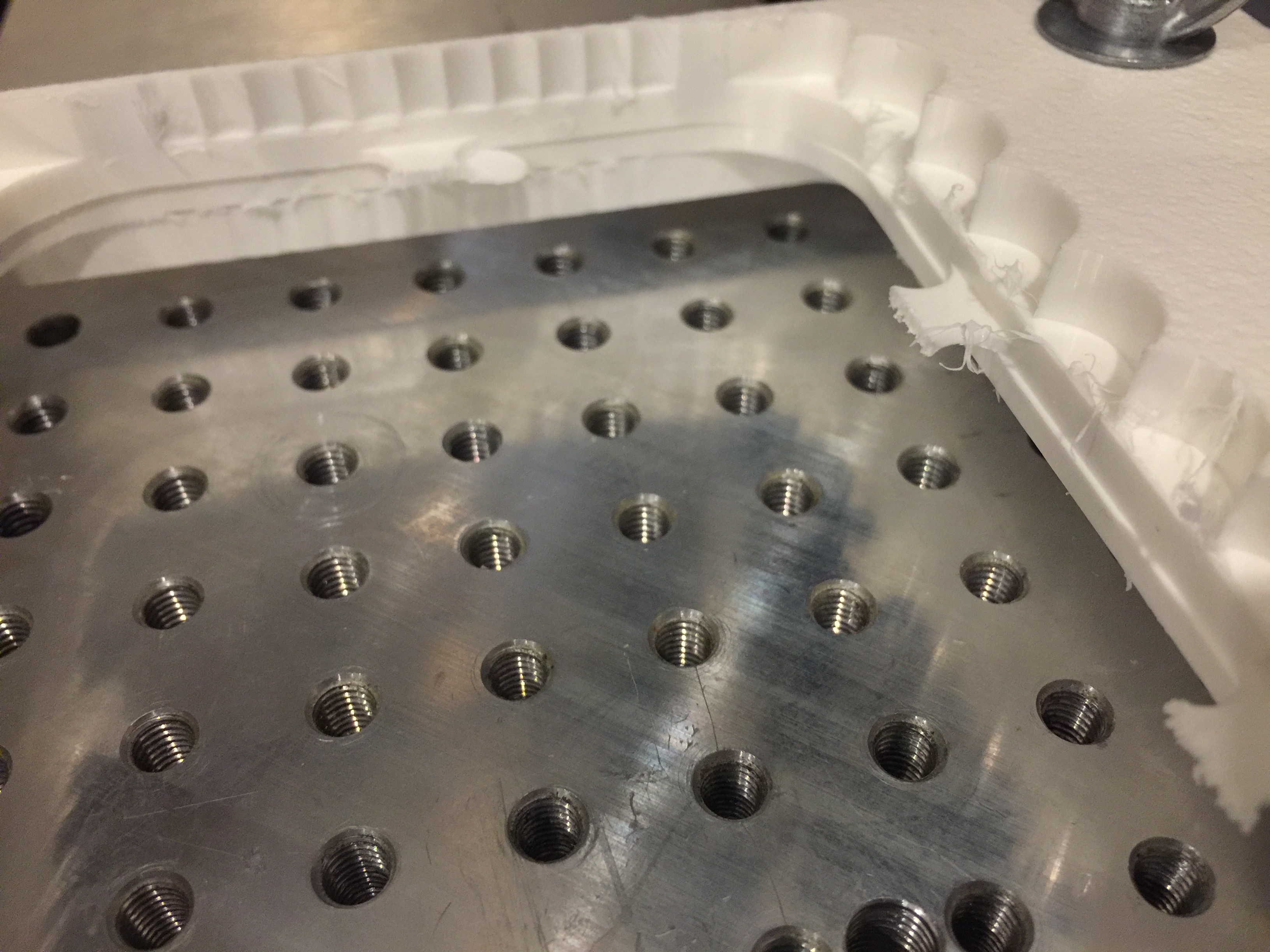
Did the threads leave any marks inside the holes? That would be a cue that the material distorted during clamping or shifted. Marks may not be visible very long after the material is released, as it will recover a surprising amount.
As an additional thought, I’m not a fan of using the center of the stock as a zero. If you do that then any mis-measurement will be doubled when you flip it. I prefer to use actual physical things to set zero.
When I make two-sided objects I choose two edges for zero. I’ll indicate zero on the lower-left corner for one side, then when I flip it I will indicate the same corner, but it’s in the lower right. You need to be careful about how you setup your zero in the CAM program, but once you do it a few times it becomes second nature.
This also allows you to make a simple locator that is just an L mounted square to the spindle. Snug your part into the L and clamp it down. No worries about thread clearance or anything like that.
Thank you much for all your suggestions and info. Always good to keep learning. I’ll try to experiment later on today with registration pins on one of the axis and with flipping using a corner for zero. Understand and are aware of the re-placement of zero in CAM. Thanks again.
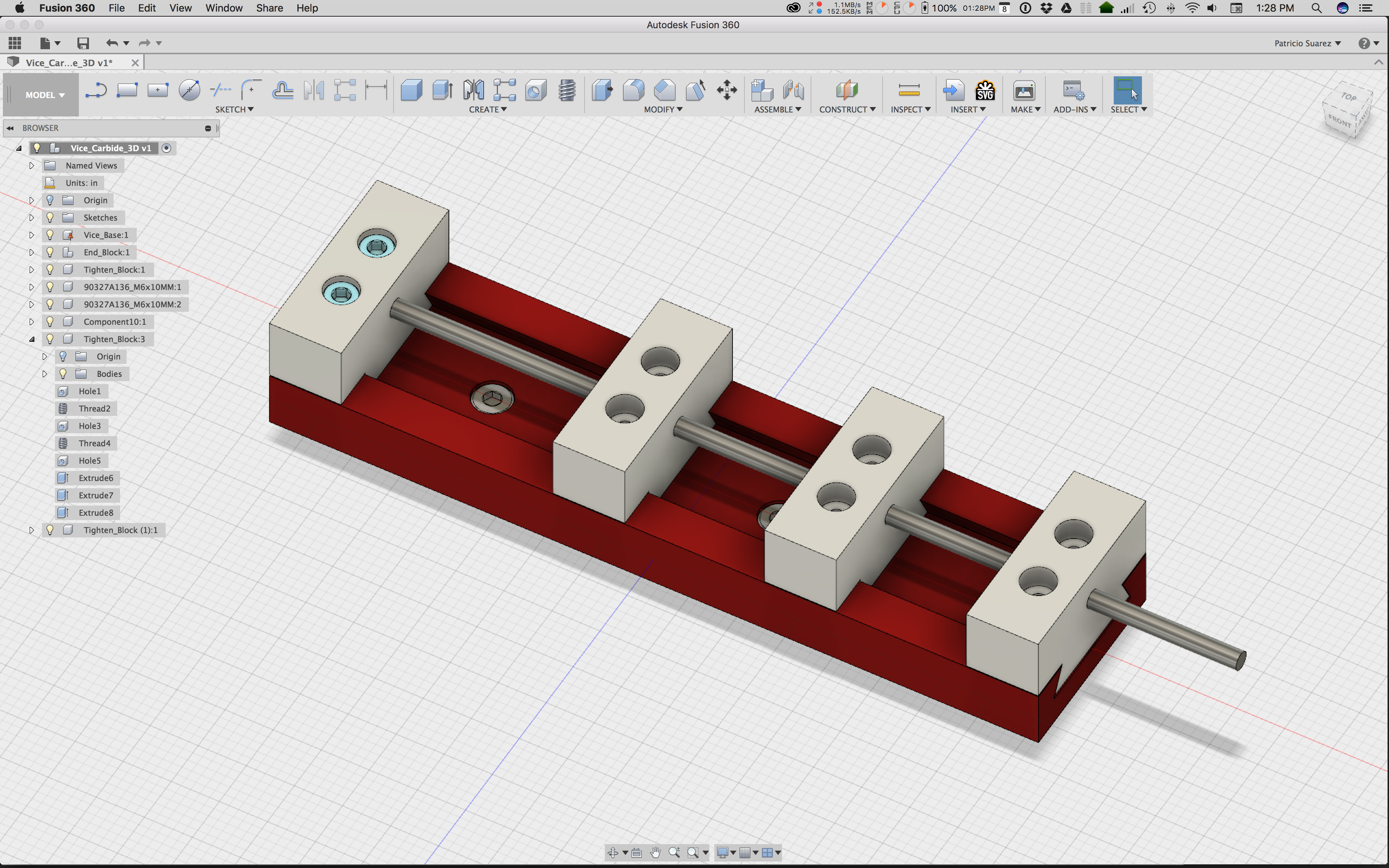
@ApolloCrowe Is there a way to use the existing pieces of your vise to make a self centering vise?. The base would be the rail, two threaded blocks could be used to clamp stock and there would only be the need for the two blocks that would hold the threaded rod in place. Something like this?
Thanks @ApolloCrowe. It is a very tight fit with the holes. It takes a bit to take out and place back in. I understand that two perfect alignment pins are better than four. It make sense. I am in the process of testing shoulder bolts. I had these in mind also. Will make pins that fit the vise like you have. Have been meaning to do so for a while.
I never thought about using opposite corners for Zero when flipping… such a simple easy to implement idea that sounds like it works great! One advantage I see is you just need to make sure the piece is square both times.