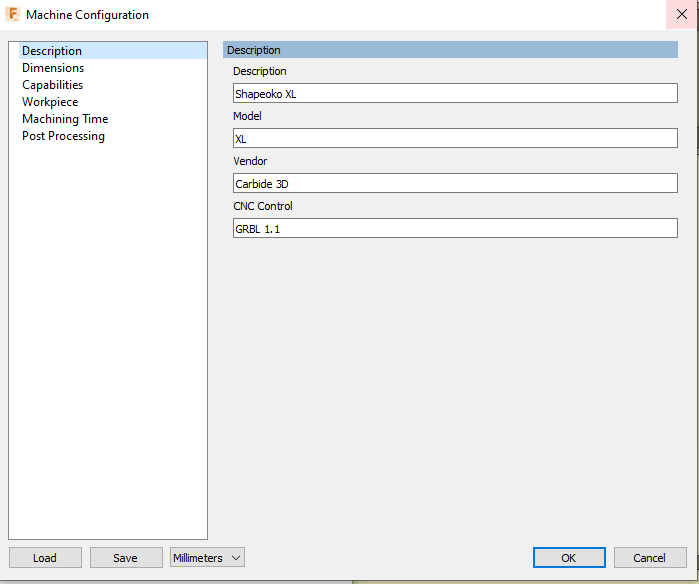
I am posting here my machine configuration in Fusion 360 for Shapeoko 3 XL as well as screenshots. Can other F360 users please comment and make suggestions - I will repost based on input - I was searching for this online and could not find it.
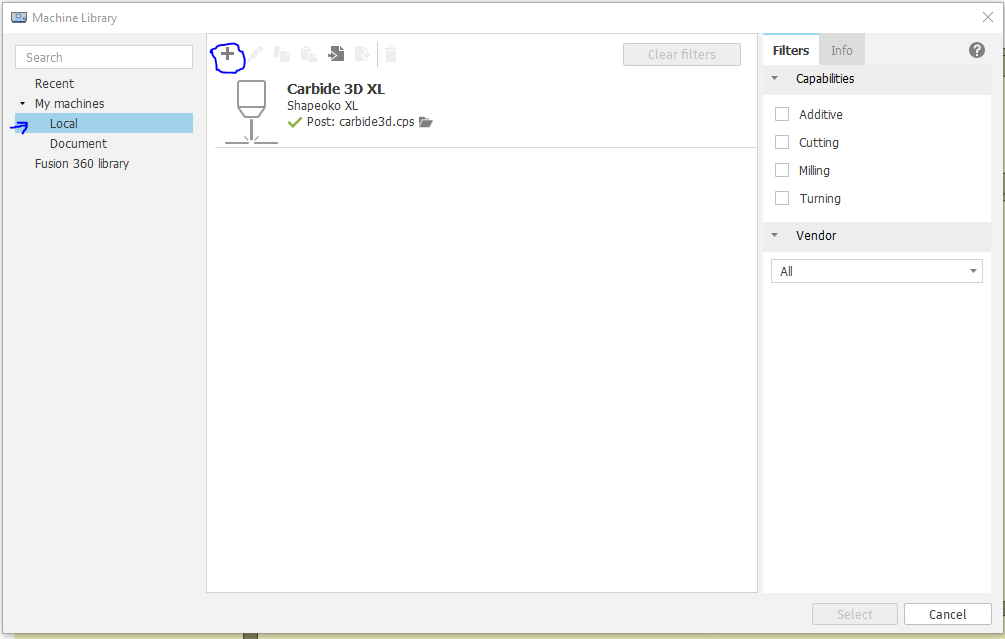
To import the file - go to Manufacture -> Setup -> (click on Mchine select)
On the left pane of the machine library, select My Machines (local), click the “+” to add and then click Load to load the file:
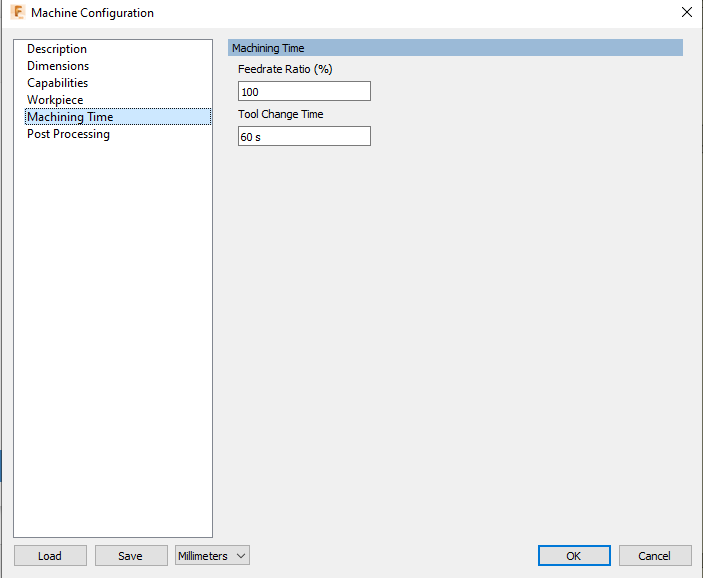
Machining Time
I did not touch the feedrate ratio
Tool change time I set to 60s (since Shapeoko machines do not have a tool changes - let’s see how fast you can be changing a tool manually and go through the bitsetter process…
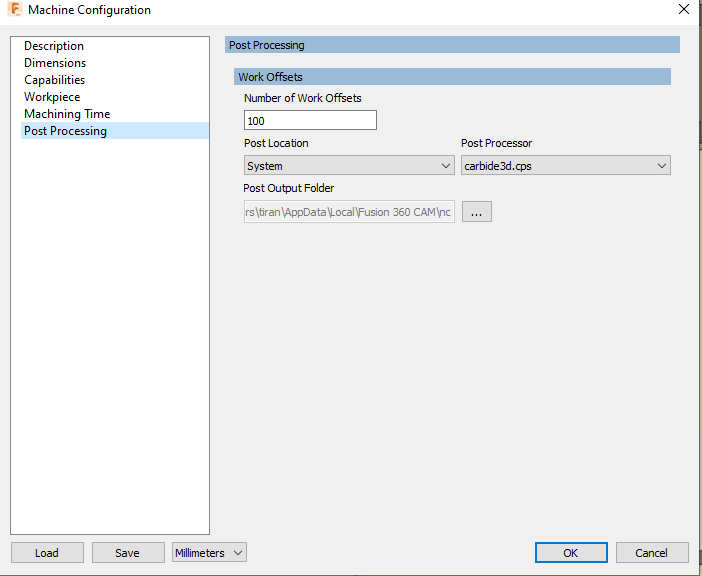
Post Processing
Make sure to select the carbide3d post processor included in Fusion 360 by default.
I am not certain of the “number of work offsets” setting:
I haven’t found a reason to bother with the machine configuration. Last time I looked, they had no effect on anything real. Any new value to using it?
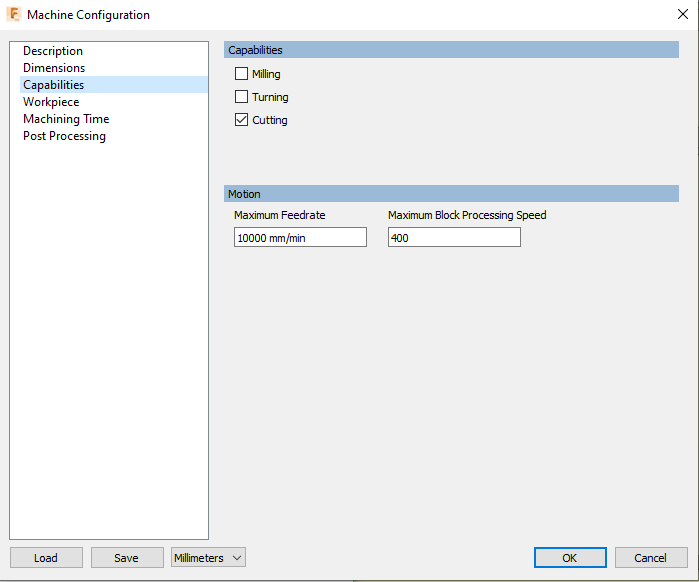
Carbide Motion really only lets you use one work offset (G54), and if you want to use a different sender you’ll gain a handful more. I don’t see many here using those others, and I’ve yet to see someone implement more than one offset in one Fusion project. The block processing speed entry also had no bearing on anything.
I have been using CNCjs and would like to try out Uniersal GCode Builder. I am using Super-PID and (thought haven’t figured out yet) would like to have GCode generated wtih spindle speed commands. As far as the impact you mention on output -
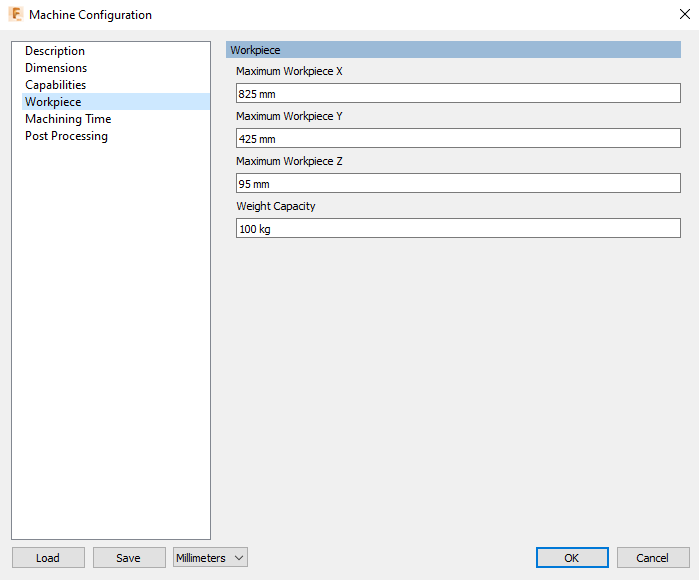
Doesn’t the dimension of work area allow you to ensure you are working within the work area ? (not tested yet)
Curious if others have found a reason to tinker with machine settings? What are you using for machine setup then, @neilferreri? The generic machine by Fusion 360?