This may sound weird but hear me out, I know very little about grbl and nothing about post processing.
The first tool path on everyone of my files (well 95 percent) is a drilling operation to drill holes for hold down screws at predetermined safe locations. Most of what i do is with sheet goods with multiple parts cut at a time. I order the holes from fron to back leaving so I can follow the machine back installing screws as the holes become available. The last hole is an issue as its all the way in back and I have to wait until the machine moves to the bit change location at the end of the first operation(drilling) to reach across and put the last screw in.
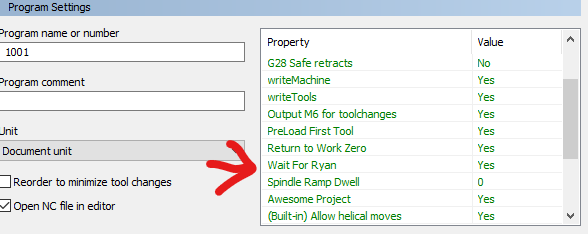
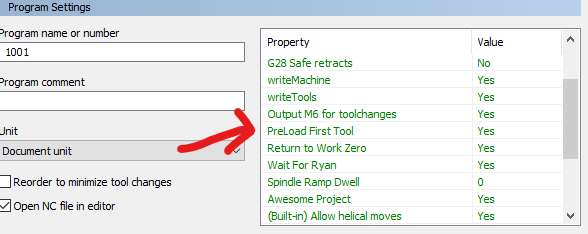
So here is my question: is it possible to modify the fusion post processor to automatically add a move and pause for say 30 seconds before moving to bit change. For simplicities sake lets say it drills the last hole, moves to the homing location as I’m sure thats a known location in the code, then pauses for 20-30 seconds or even better waits for a start prompt from carbide motion before proceeding to the tool change?
If so how do I do it? this would make it much easier to get that last screw in, I would much prefer something in the post processor and not something that has to be added to every file individually. I wouldn’t care if it does it before every single tool change either it would only add a couple of seconds of travel speed plus the delay to the tool change.
any help would be appreciated and just a reminder I know nothing about grbl.
I am using the carbide 3d post processor option in fusion. I’m willing to use a different one as long as it works lol. The standard grbl lost processor kept giving me arc errors.
I’m considering trying cncjs just so I can run it off s pi.
Motion works fine for me though. I rarely change my zero in any way. So it’s one button to initialize and one butting to start the file. Plus the one button for every bit change.
No…this was modified from my post processor which was adapted from the grbl post. Many here use it.
I’m not sure how Motion will handle the M0, so run a short air test.
I’ve never had an arc issue, but I use mm and don’t use Motion.
Well I load the file, Hit start and the spindle turns on and starts to plunge from the homing location immediately . Usually it will keep te spindle turned off, come front and center and call for the bit it needs, do its bit setter thing, return front and center and start the spindle and go to work.
Thanks again but it won’t do anything for me unless it moves away from the last screw hole. I can’t put a screw I. With an impact with the spindle directly above it.
After seeing the speed you modify these, I was inspired to go look for myself, what would be really helpful to know to get started is;
What language is the PP written in? Is it something standard or specific to the GRBL / Fusion environments?
I saw in the NYC CNC video that MS Visual Studio Code has some plugins to help edit the processor but not what the language was (to understand variable types, grammar rules etc.) there was lots of “find this and copy and paste” which made me a little nervous…
This isn’t complaining it’s just constructive criticism
The only flaw is the spindle stays on when it pauses. Not an issue with it moved close to homing location but for it here’s it is something to be aware of.
Again. Thank you. Going to start converting files over tonight.
Well…you gotta specify these things. I’ll update it later.
@LiamN I don’t really know what I’m doing. I’ve always been the guy that says “There HAS to be a way to do that”, and then I fumble around. Sometimes things work.
I think the language is javascript.
Here’s an overwhelming reference.