I have outsourced the creation of toolpaths for a file that I have been working on. I received the completed file back and I open it via Carbide Create, and I cannot see the toolpaths. The file that he sent to me is a NCC file, which I am thinking cannot be uploaded into Carbide. I have asked him for a DXF or SVG file…but my question, If he sends me the file as a DXF or SVG will that allow me to see the toolpaths that were created?
Also, another rookie/newb question.
I have VCarve pro as well and I am trying to understand how to manipulate the files between Carbide Motion and VCarve. I have tried uploading them in Motion…but they are not loading. Am I able to see the toolpaths in Carbide Create? Or will just be able to upload to Motion?
Toolpaths would be stored in a .c2d file, or exported from Carbide Create into a .nc file (which as you note, cannot be opened in Carbide Create).
DXF and SVG files are geometry only. DXF has an option for a third-dimension, but it’s rarely used and not many tools support it. Since SVG is XML it can store other things, and there was a usage of that for storing toolpaths for the PartKam/MakerCAM tool, but those are long obsolete.
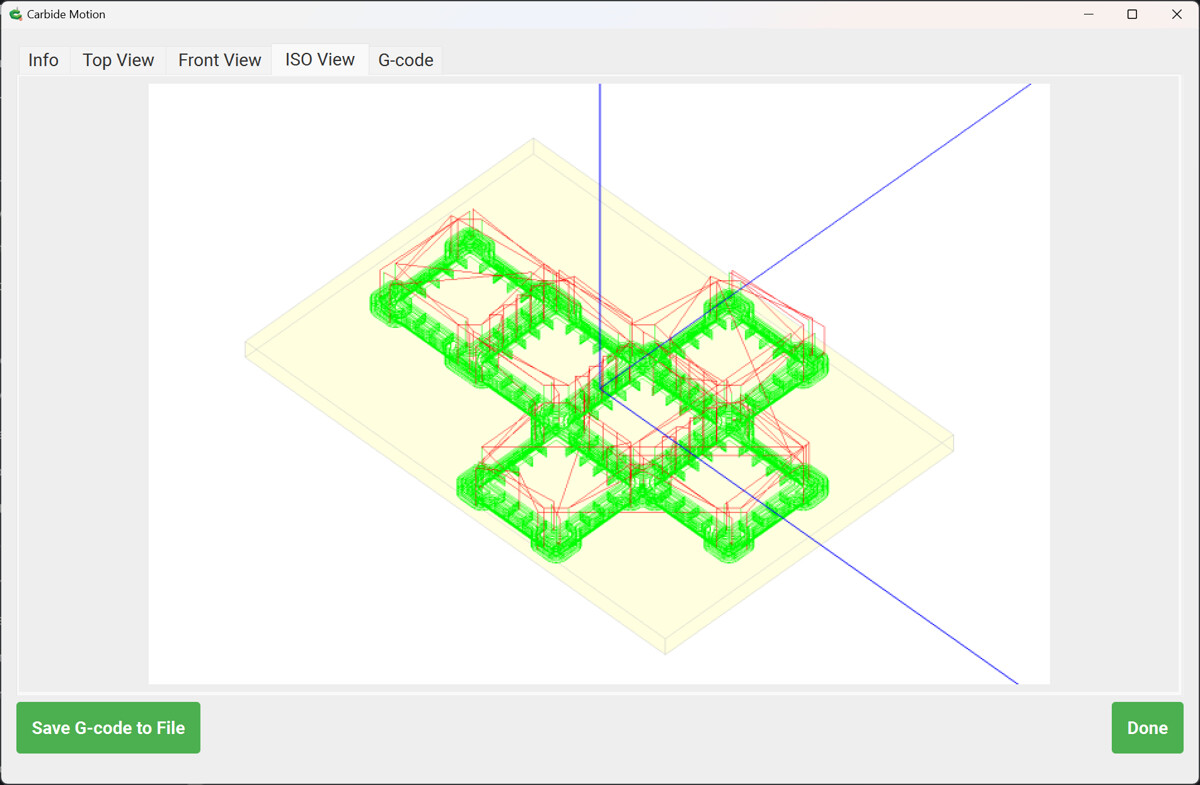
For Vectric Vcarve, once the files are set up with toolpaths you will need to select an appropriate post-processor and then write out the G-code as a file. Once the G-code is written out as a file you may load it into Carbide Motion. Note that CM has a preview capability:
Some CAD design files output gcode in .nc, .tap and other extensions. Gcode is a text file in a certain format. You can open any gcode file with Notepad and examine it. When I started with a Shark I used Carbide Create which in those versions made .nc gcode files. The Shark required .tap extension. So I created the gcode in Carbide Create and just renamed the file .tap and the Shark took it fine. The Shark controller would not accept .nc files only .tap.
so when / if my qcad/cam can export gcode as ncc file all that is to be done is to rename the file to .c2d file, and carbide motion can run the project smoothly?
Most likely. I started with a Shark and Carbide Create. Some gcode commands CC put in the gcode the Shark controller did not like. So I had to research what the gcode commands that the Shark would not accept and edit the gcode file so it would run it. On some CAM programs they have gcode that a Shapeoko/Nomad controller might not like. So all you can do is try to run it. As others suggested you can download a gcode simulator and run your gcode to see what it will actually do. I have Cambotics and it will run a gcode file and you see the progress and what movements your CNC will make. With Carbide Create and Carbide Motion that is not a worry. In Carbide Motion for some time you get a preview of the machining. With 3rd party software they should be using a Shapeoko/Nomad post processor so there are no gcode commands that the C3D controllers may not understand. Not every CAD program has C3D post processors so generic gbrl should be used. You will just have to try and see. Not every CNC controller can run every gcode commands. The proof will be in the pudding.
No. You have to use it as gcode file, not a Create file. Create is a design program that can take in vector designs, but what you have is not that. You have machine code that is meant to run on a CNC. It cannot be reverse-engineered into an editable design.
If you want to dig into a design/program and make changes, you need to ask your designer for a different file.
You can try renaming the file you have as just a plain old “.nc” file and opening it in Carbide Motion. You may get lucky and the gcode file was exported in a format that Carbide Motion understands. If that works, you can run the program as-is, although that’s risky. Your designer, especially if they do not have first-hand experience with a Shapeoko, may not have selected cut settings that the machine can handle.
If you don’t want to take that risk, there’s nothing else you can do except go back to the person who gave you a file and either ask for the original design files, ask them what speeds and feeds they picked (and make suggestions to them), and/or ask them to give you a gcode file exported using a “post processor” that is compatible with Shapeoko, or more generically GRBL-based, CNC machines.