First and foremost, if this is the wrong location, please let me know since I’m new here. Additionally, please forgive my lack of proper terminology, as I am new to the CNC and CAD world.
So, the question…
I am a small knife business and purchased my Shapeoko Pro XL to meet the demand for orders and cut handles out of G10.
I have currently designed the handles in Fusion 360 and simulated the cuts. Within the program, everything looks great.
Once I bring the G Code into Motion, everything loads smoothly. Additionally, when I utilize the BitZero, it seems to set properly.
The problem…
Once I begin running the job, the first issue I notice is that the job starts higher than it does within Fusion 360.
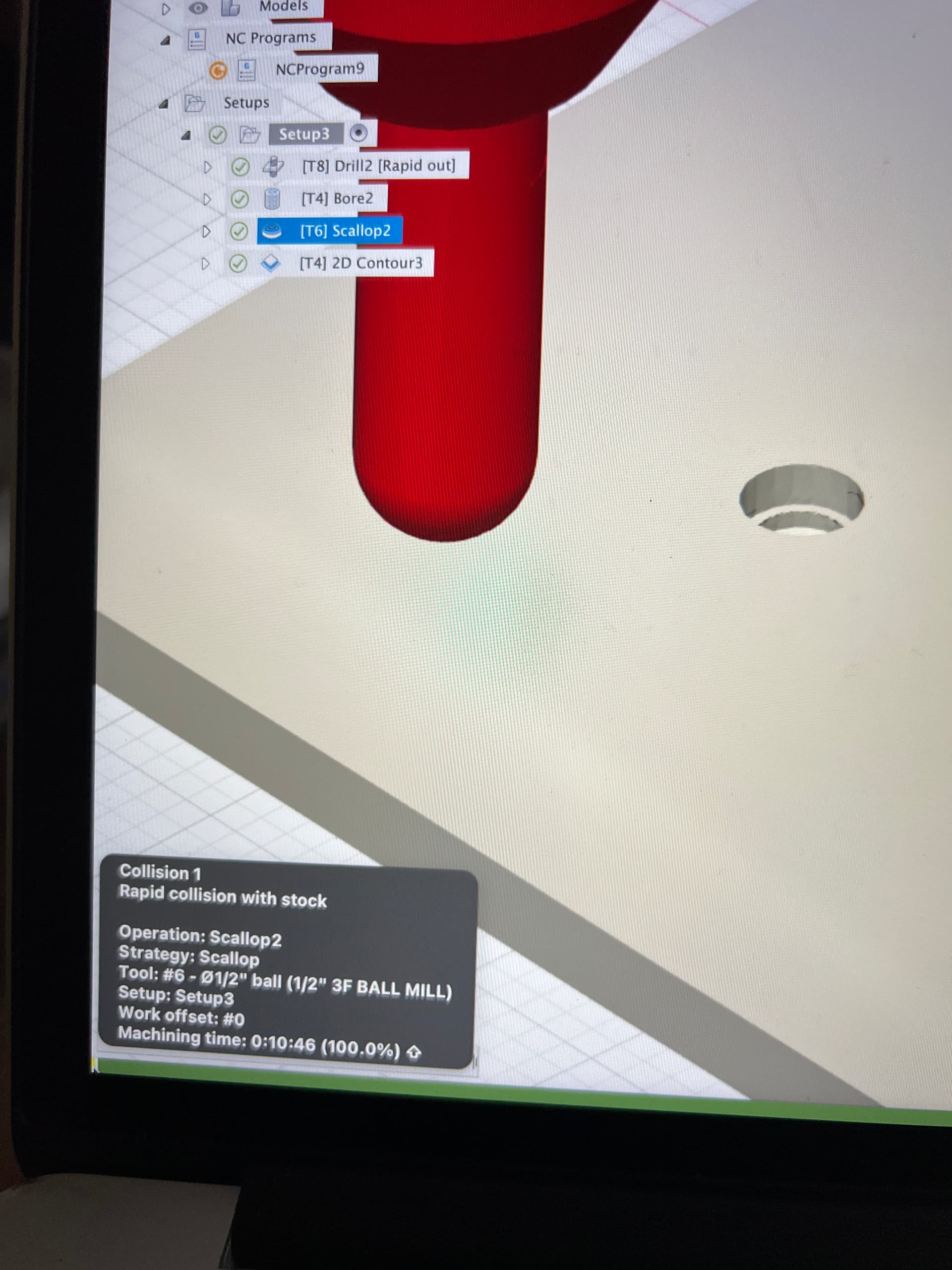
Second, when the scallop operation begins, the bit appeared to get stuck in the material which subsequently loosened the bit and moved the material out of place.
I’m not sure if the pass it cutting too deeply on the first pass? (Image attached)
Material: G10 5.5 x 11.5 x 1/4
Bits: Amana Tool 1/4" & Amana Tool 1/4 Ball Nose (For scallop)
I have not worked with G10, but use Fusion quite a bit.
In the CAM Setup check tab two to see what your dimensions are. I always use exact size or whatever it’s called. But also check to make sure in the dimention section of that tab it rounds to Zero and not .500. If it rounds up to next .500 it usually centers the stock leaving material above and below the actual stock. This may cause cutting to start above.
Also are you plunging or ramping the tool path? I would think you would want to ramp (but again have not cut G10 material ). If you ramp, it will cut above for a specifically distance before slowly entering the material. If you plunge, I would think you would need to slow that way down. Plunging to fast can knock the bit loose.
As for the bit, I would make sure it’s really tight in the collet using two wrenches (if set up that way) and do the two wrench-one hand tightening process until it’s good and tight. I know some say monkey tight not gorilla tight, but in this case I would go beyond monkey tight.
Usually cutting starting at a height other than what you want is a discrepancy between how you set zero on the job setup in Fusion (bottom, top, middle, other) and how you set zero on the machine (top of material, wasteboard, other) and/or bitzero misused (I think you can zero off the corner when doing x/y/z at once or zero off the top when doing z only and they are different) and/or a difference in the stock thickness. You may want to double check all of that.
If you don’t see the problem, you can post a copy of the fusion file and I can take a look at well. If you do post it for a sanity check, can you also let me know where and how you are setting the zero.
G-10 or garolite is a high-pressure fiberglass laminate , a type of composite material. It is created by stacking multiple layers of glass cloth, soaked in epoxy resin, then compressing the resulting material under heat until the epoxy cures. It is manufactured in flat sheets, most often a few millimeters thick.
Andrew,
This is very nasty stuff for general wood working tools. It is very abrasive and will require material specific flute geometry and coatings. You can contact the folks at https://www.harveytool.com/ and ask to talk to an applications engineer. Spindle speed, feed rate, axial depth of cut as well as radial depth of cut are going to be very tool specific so be sure to get their help on that as well.
Looking at your code,
Your S code is all 4000. I assume you are adjusting your spindle speeds for each tool. Remember that chip load per tooth is determined by RPM and IPM (feed rate). Not enough RPM and too much IMP = stalled cutter.
(Drill8)
T8 M6
S4000 M3
G54
M7
G0 X2.5014 Y1.6289
Z0.6 <---------------------------- Initial Clearance?
Z0.2 <----------------------------Clearance Plane. This where you will start drilling?
G1 Z-0.25 F18 <---------------- Did you manually edit this and not include the decimal? F18.
G0 Z0.2
X1.2947 Y1.6362
G1 Z-0.25 F18 <--------- With a clearance plane of .2 and a drill depth of .25, you have .450 worth of feed motion. Reduce your clearance plane to .100. Be sure your tool returns to Initial Clearance between holes if you have clamps in the way.
There is a missing decimal after (F36). Is this where your got stuck?
Thank you for your feedback. I had read that the bits that I ordered would be good for G10, but perhaps not?
Craig, I am unsure about those missing points, as I just created the Fusion file and exported…could this be an error?
I have attached my Fusion file for a second glance. Once again, I am very new at this, so all help is appreciated. Thank you guys! Sentinel handle 3d model v2 v22.dxf (3.9 MB)
Andrew,
If Fusion did not include the decimal, I would assume it’s fine. I’m sorry I do not have Fusion so I am not able to view your file. Even if you do not buy tooling from Harvey Tool, maybe call and speak with an apps engineer for some cutting parameters. They may work for your current tooling.
A couple of quick things I notice…
Is your stock actually 1/4" thick? If so, better to have no offset from bottom unless you want to work on that side as well.
You have no roughing operation. Scallop toolpaths are typically a final finish pass. I might suggest an adaptive path to clear material before you come back with the scallop.
Which toolpath did you notice it starting too high?