Since everyone is up already. How bout some man sized O ring action, 1/16 two flute running a pocket at 30k/80ipm, beautiful.

6 Likes
Crazy the machine still has more left on the table.
Going forward with the Master Plan
7 Likes
“Master plan”??? Might someone call this your “Endgame”? 
Endgame would indicate final stage. There are still a few steps left to extract more performance out of the s3 before the brain becomes the weak link. At that point there wouldn’t be a logical reason to continue use of this cnc platform.
Still need a nomad to throw a hot rod tune on.
Until then, this is the workflow for tonight.

4 Likes
Two steps ahead
For those taking note
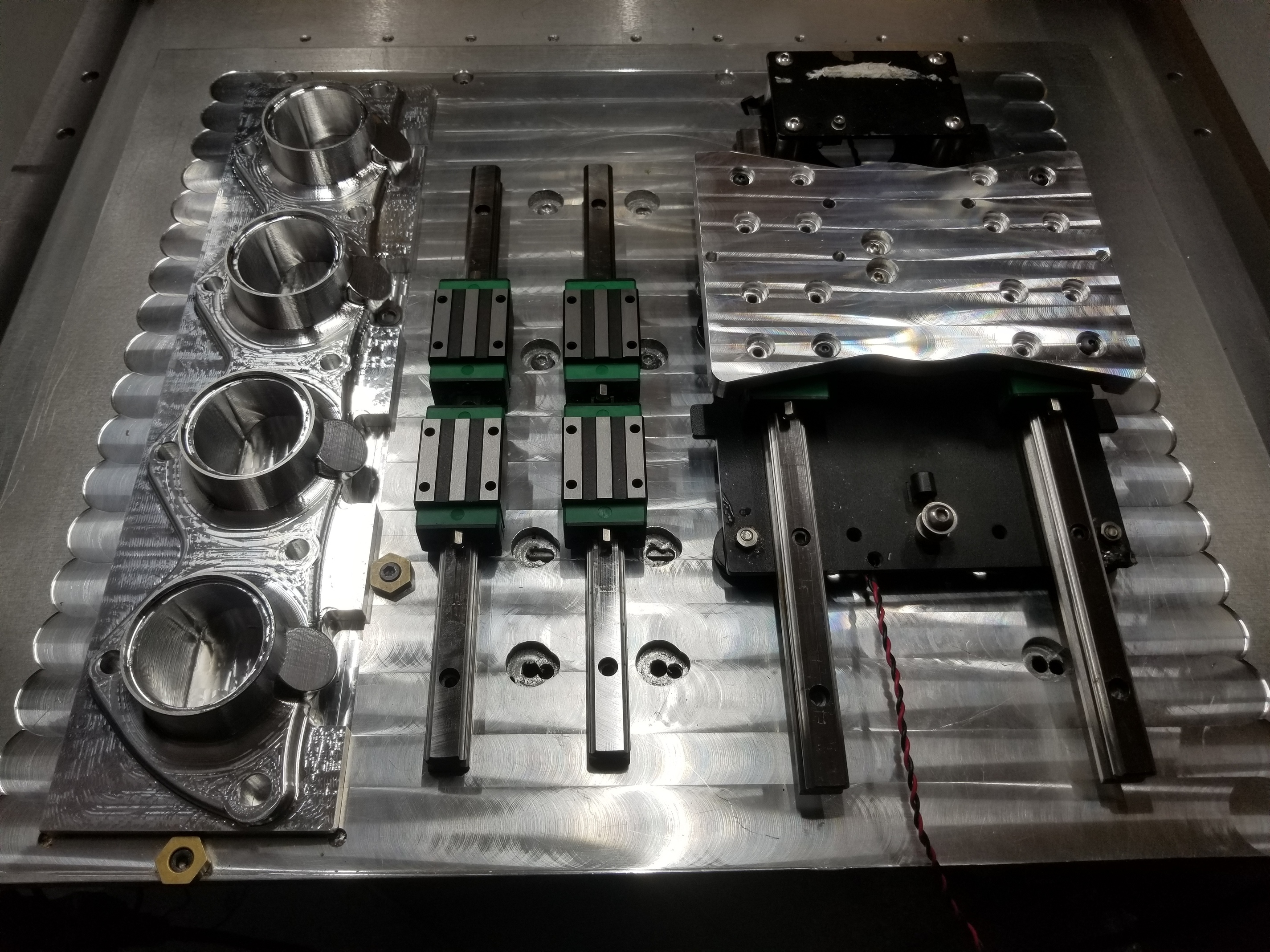
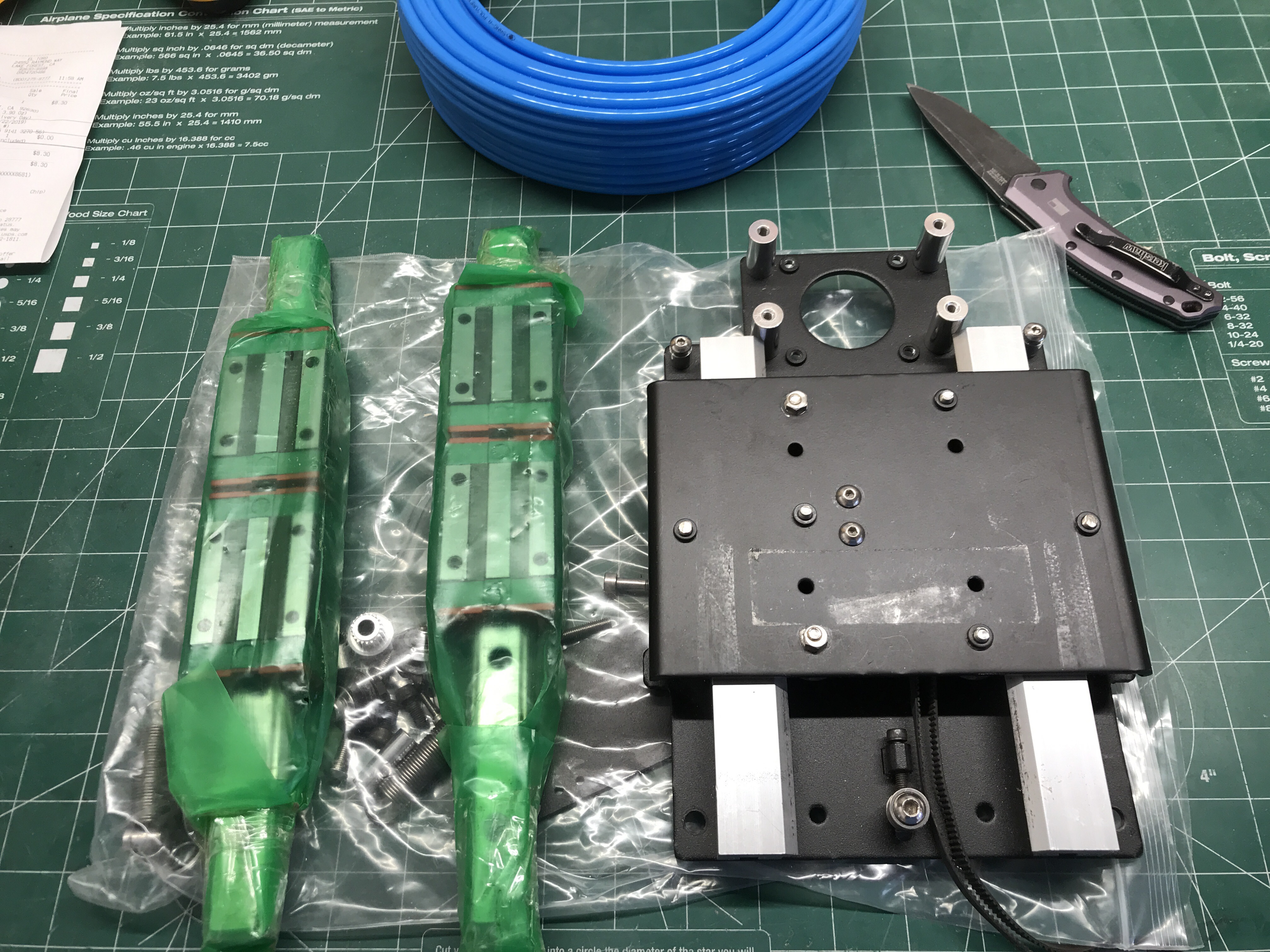
$100 bolt on mod. Bearings never needs adjusting after initial install, uncloggable. Overbuilt just right.
7 Likes
So this is an upgrade of the standard Z extrusions/wheels?
How is stiffness?
Looks very enticing.
2 Likes
It’s a direct bolt on with the stock 6mm belt for now. Simple 2 sided part. Stiffness should be on par with the HDZ as they both use 15mm linear rails. There is a 9mm belt that’s available but better start testing with easy to get stock parts.
In other news I bought a 60,000rpm spindle, that should be fun.

Which piece should we be looking at? 
1 Like
Is it possible to modify the gear ratio anywhere to provide some more leverage to the Z-axis?
Just grab yourself a HDZ from Mr. Beaver.
Vince here are a few questions on your mod. Does this mod also provide more Z depth? If yes, do you use a different belt length? Do you have a picture of it installed on the Shapeoko? I would like to see how it is mounted.
1 Like
Z travel is exactly like stock, integrates seamlessly with carbide motion. To improve the tq housing we can upgrade to a 9mm belt.
Modifying gear ratios have been on my mind but instead of introducing potential backlash into the system there are other stepper option. We run 1.8, its possible to get 0.9 and 0.45 steppers but output tq might drop a little.
Dont get me wrong, I like the HDZ. But for the average user its not the best decision or the most affordable. Six inches of travel is not needed. I do not accept that our only quality option is $400
I’ll start looking at 1204 ballscrews while specing out 1610 doublenuts for the Kube. There’s a chance we can add a ballscrew bolt on option for cheap.
3 Likes
Interesting, I like your way of thinking.
I have an extra set of 15mm rails and an original X/Z looking for something to do.
Can’t hurt to have a spare, or opportunity to evaluate options with minimal downtime.
Looking forward to your findings on doublenuts and ball screws.
2 Likes
Honestly Griff I really like it with the belts after seeing how well the linear X did with belts. How’s about I send you a bolt on plate to play with.
A screw drive would probably require a new rear plate and that requires a good amount of design time.
The future looks very bright! Carbide is sending a Nomad my way and that will take over the medium build size/ high accuracy projects.
How’s that brushless spindle treating you sir?
4 Likes
How could I refuse that?
It’d be cool to cut my own with yours as a benchmark?
With the understanding of my rank amateur standing.
EDIT. Re the brushless Makita, I have yet to exceed its capabilities, I’m most happy with it. From a hobby perspective.
Is your time with the Bantam tools mill over now?
@Vince.Fab wondering if you’ll be able to control the new spindle via the PWM pin on the control board. Recently purchased Chinese VFD which turned out to be a knockoff of a popular huanyang product, and it just wouldn’t communicate with grbl. It was working fine with the manual speed control tho.
I know it’s not a deal breaker for you, but it’s just so much more convenient to be able to forget about one extra step and let the software take care of changing rpms. Especially if you want to run two operations with the same tool but different speeds.
Did you actually find any usable info on this spindle or was it just shot in the dark?
1 Like
If you are cool with machining a double sided part with multiple setups I’ll send you the file. Just know that you are in control of your initial calibration. I used HDPE and superglue/tape
That’s awesome news about the brushless! I purchased a spare grbl controller (which happens to have 5th capabilities) and it has a built in spindle driver that might run it.
Hmmmm, that sounds like a pretty big challenge. Especially since I tend to struggle with two sided milling.
That said, I’m down for it, if your up for providing some guidance? Such as, how does the HDPE figure in? Fixture?
PM the file when you get a chance.
I’ll do a tune up and mill a secondary spoilboard in preparation.
Maybe I’ll start a thread covering the process.
@The_real_janderson no sir, they extended my time indefinitely as long as I’m still using the machine. It’s a sweet uber portable cnc but the current work area isn’t that big. Its step accuracy is within tenths so I use it as often as I can with high accuracy projects.
@BartK
This was a total shot in the dark but it didn’t feel like a bad decision. I check the listing for anything out of place. Ideally I would like it to be completely controlled through grbl but you are right, it’s not a deal breaker for me. As long as I can automate on/off, that would be fine. Even now with the Bantam that’s 100% controlled I usually leave the spindle at one set speed and that’s based on vibration feedback(hands, no meter) of that certain tool/stickout combination. I tend to vary chipload with feed speed.
@Griff
It would be super interesting to send cam data as well to test universal minimum chiploads. Good data for the feed/speed thread. The hdpe is used as a wasteboard/fixture but an mdf spoil board should work just fine (I dont like wood dust or setup for it).
3 Likes