I got my HDM last week and first project (using CC+CM) worked fine, but then I tried some 3d contouring with Fusion360 CAM and I think I’m running into issues with lost steps.
The table I have it on doesn’t yet have proper bracing on the legs, so its a bit wobbly, and the direction changes on the HDM were making thing shake. Others have also mentioned that the default acceleration values of 500 are a bit high/violent even with 300lb bases. I assume perhaps when the table is moving the direction changes means the steppers have to fight against the momentum of the entire mill?
Is this expected, or should the HDM be strong enough that it can throw itself around regardless of table rigidity ?
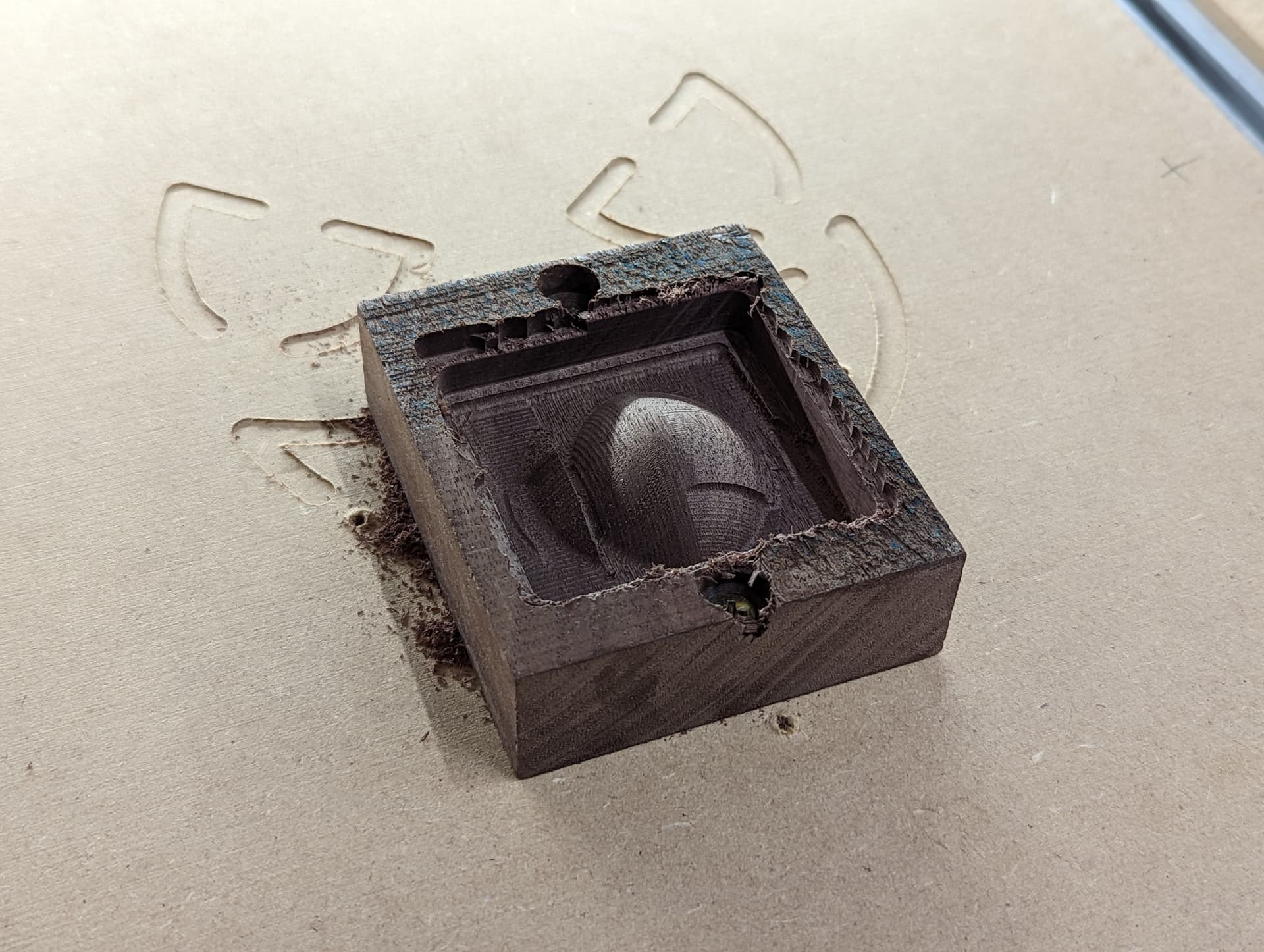
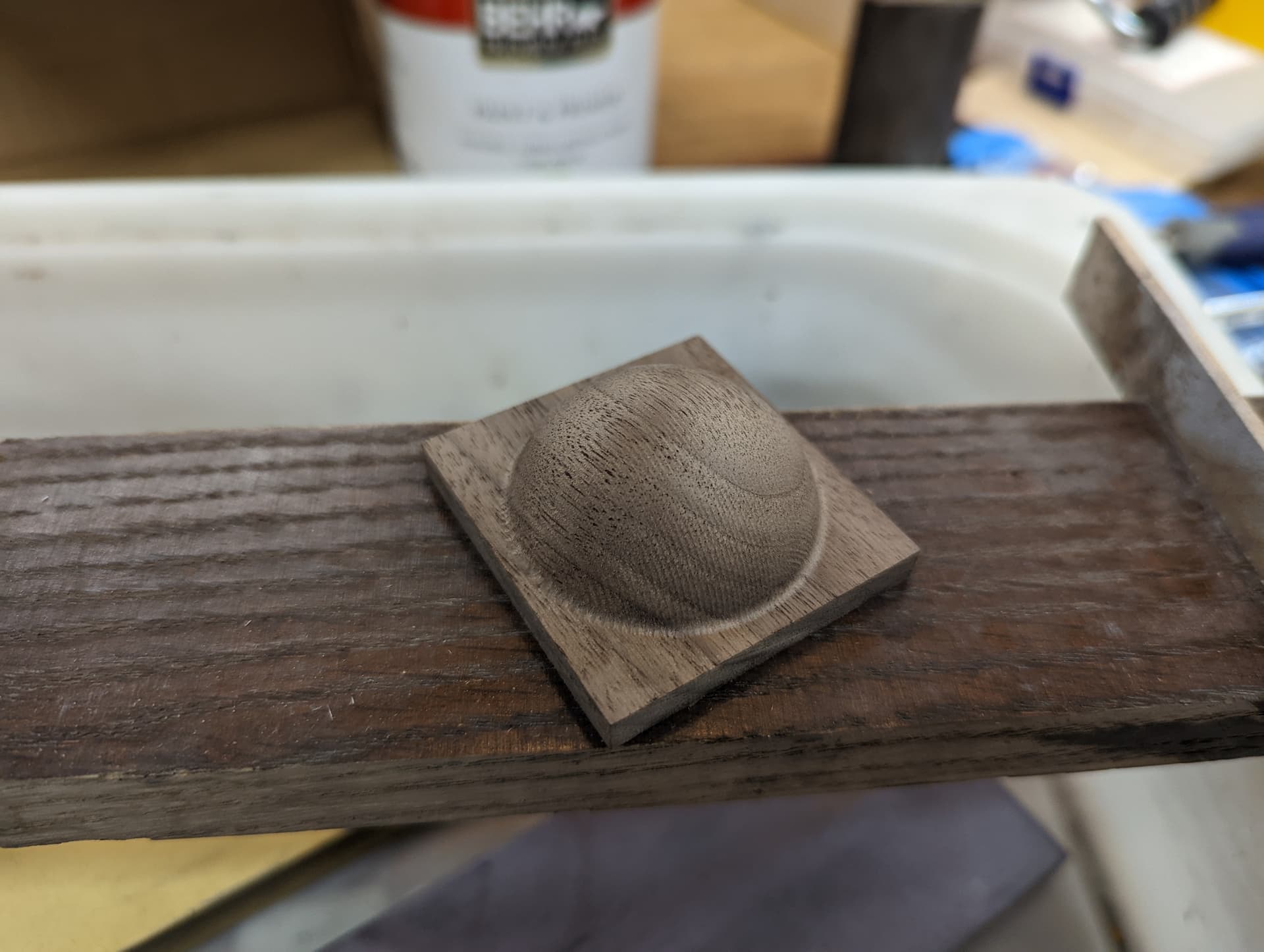
But I think there is still an issue. On that second photo you can see that the left-right surfacing pass is still visible on the right side of the ball, and the front-back pass is more visible on the left side, so pretty sure the cutter has shifted right between the start and end of the operation. I re-ran the tool change operation afterwards (without re-homing) and it looks like it was touching the bitsetter ~1mm off center.
I guess I can drop acceleration even further to 150 or so. (Well, and fix this stupid bench)
But is there any good way to measure skipped steps so I can be a bit more scientific about identifying if I have an issue. Seems like it should be somehow possible to have the machine re-home itself and calculate you the difference between the new and old zero ?
If you zero the machine against the limit switches, then later on it loses steps, shouldn’t it be feasible to run the machine up to the same limit switches (assuming they’re repeatable?) and read off where the machine thinks it is ?
I believe that whether or no that would work would depend on which direction steps were lost in, and if the lost steps were w/in the pull-off distance — but the machine wouldn’t be able to calculate this when it was possible — as noted, you would move the machine to machine origin, then jog it until it touched the switches.
Loosing steps on both X/Y at the same time would be very strange. How fast was the project ran? If you were going at 5kmm a min, that would be very fast for a finishing pass.
Regarding the tool path marks on the 2nd photo - this could be relating to stepover and material, but support will definitely be wanting to investigate.
I can run my HDM at max feed rate and not lose any steps without any changes to the default acceleration values. I don’t have my machine bolted to the floor, but it is on a pretty heavy bench which remains stable. At higher feed rates, workholding must be rock solid and I’ve found this to be an issue at times when it wasn’t as good as needed.
I agree on work holding, look like you are screwing to MDF? If so the deflection in that will give you the results you see, if you get aluminum plates and vises it’s insane how much more repeatable work is, I notice slight variations when my overhangs are too much on aluminum
I’ve been thinking that the accelerations are too high as they are set at stock. Could you instruct me on how to input the less aggressive accelerations through the MDI?
The notable ones are $120, $121 and $122. To change them you enter:
$120=300
And it’ll change the x-acceleration to 300mm/s^2 instead of the default of 500. Then do same for Y ($121)
If you ever completely mess up the settings, you can re-flash everything somewhere in the CarbideMotion settings where you select the machine type and hit configure.
I’ve seen missing steps that seem to happen on this part, contour finish pass at 140ipm. 3/8 bit. Some parts come out perfect then all of a sudden the machine screws up a bit and collided and ruins parts… see pictures