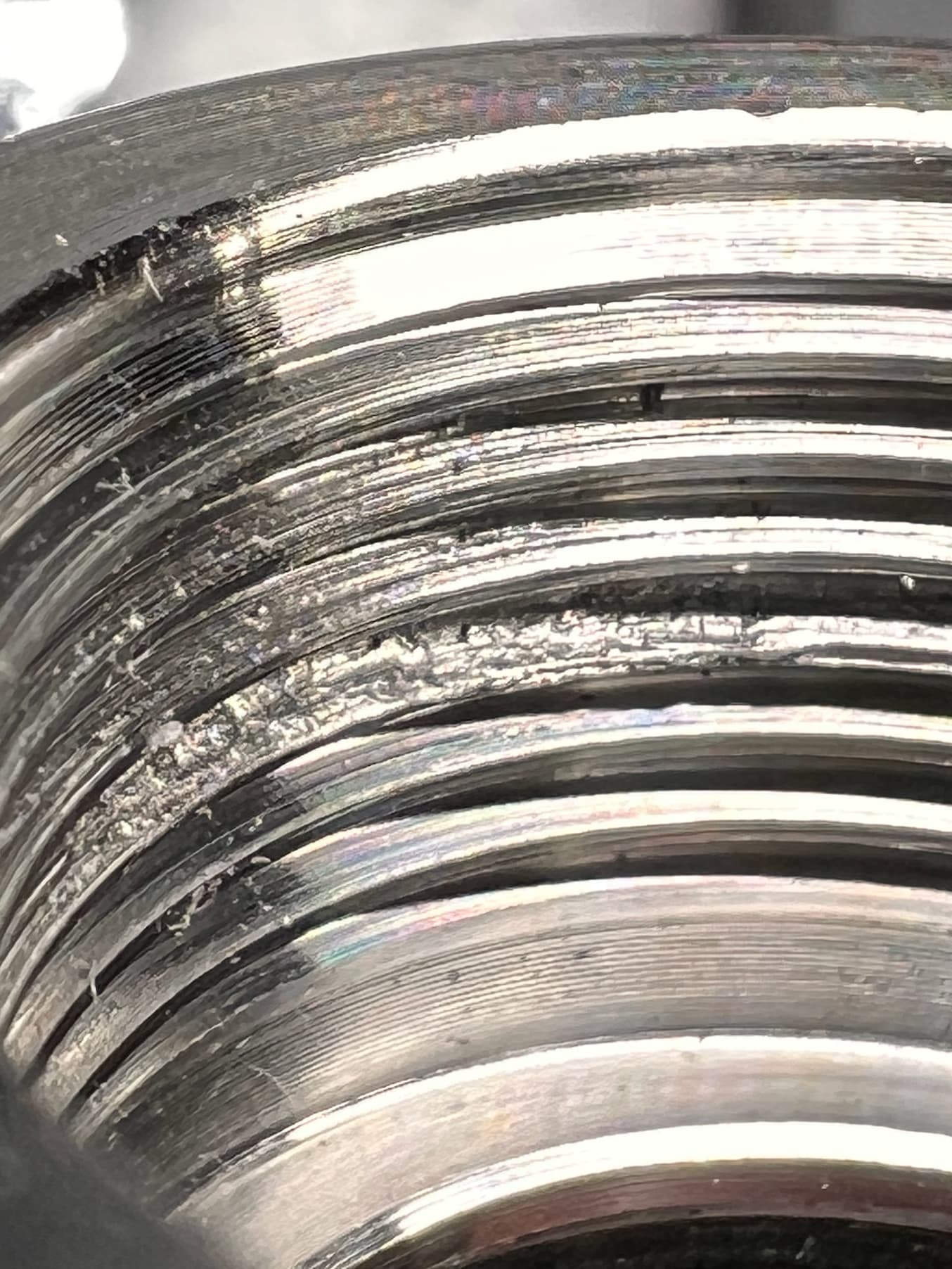
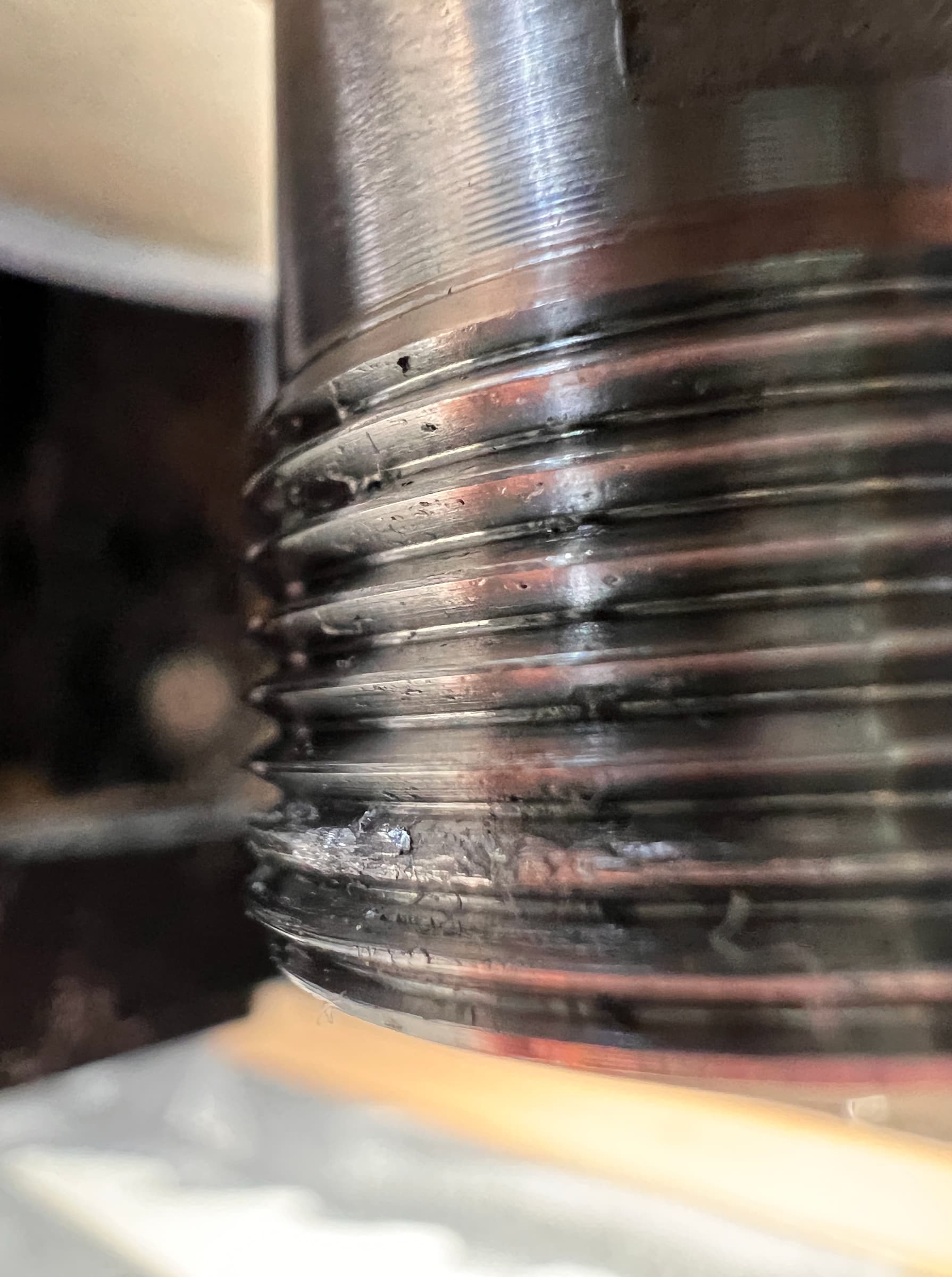
The collet nut, and the spindle threads are getting worn, very badly. Pictures attached. I noticed it getting a little difficult to put the nut on and take off over the past week…I have been thoroughly cleaning the threads with each bit change…and now this afternoon I took a closer look after it became VERY difficult to take the collet nut off. It looks like the threads have worn away already in one area on BOTH the nut and the spindle itself. I assume the nut is easy to replace…but what about the spindle shaft? I have had to pause all jobs now since I can’t swap bits.
In the pictures attached, you can see the 2nd or 3rd thread from the bottom of the spindle shaft is very deformed. And the inside of the collet nut is about the same.
Looks like aluminum & crud from cutting. You could try a solution with lye (Bathroom Cleaner). Let them soak & wire brush. A tap & die would clean it up, but not practical (expensive).
If the lye works, make sure you clean the threads every time you change tools. I keep an old toothbrush handy to clean the threads out between cuts.
Buy yourself a metric thread file. It’s $20. As soon as my nuts (collet) start to not turn smooth I run the file until its smooth again.
Six months ago I thought I was going to have to buy a new spindle, couldn’t get the nut off and once I did, the threads were all jacked up. Ran the file on the threads and it’s all good now.
No, I run the spindle at 200-300rpm and keep light pressure on the file. Is it safe? Probably not, but it worked.
M3S200, start at the bottom and let the file run up.
Make sure the file you buy has the right thread pitch on it. The ER20 is an M25 x 1.5. The file above won’t work on an ER11, It’s M14 x 0.75. That file only goes down to an 0.8 thread pitch.
I’ve got an S3 with a hunyang VFD. I may have been running a touch faster, 12-1500rpms. It’s been about two months since I did it last and I can’t remember what I had for breakfast yesterday.
You can file it by hand. It’s just easier to chase the threads while it’s spinning, especially if the threads are really gummed up.
Thanks Will! I tried cleaning it last night, but I’m certain it’s deformed threads. Took a closer look with my macro scope. I ordered a replacement er20a collet nut from toolstoday last night, but I’m still a little worried about the shaft on the spindle. Going to try to gently clean it today, and smooth over a snagging thread
Ok machine is back in business. I picked up the thread file that was suggested…but it was difficult to get it to fix the threads on the spindle shaft…and I couldn’t find a local inner thread file (only external)…SO…I picked up one of these Rotary thread files that fit on a dremel https://www.napaonline.com/en/p/SERRX1?r-src=SSE:PDP&ppid=SER_RX2&ir=4&tps=8
It worked great for the inside of the collet nut, and I managed to touch up the spindle shaft threads as well. The nut goes on and off much better now…HOWEVER…I am swapping it out for a new one once it arrives.
As for the spindle shaft…well…not sure what to do. All of the threads are good…except for one, and it’s only about 1/4"" long section of that one thread that is damaged. I suppose it will be fine?
I am assuming the main cause of all of this was the collet nut threads somehow becoming damaged, and leaving small bits of steel on the spindle shaft…and then going on and off again without me noticing damaged the shaft. Ah the joys of expensive machines. Really wishing I would have gotten a Shapeoko 5 PRO right about now as well…
I noticed shortly after receiving my new Shapeoko several months ago and continuing to this day that the nut for the1/8" collet is harder to seat than the 1/4" one. Seemed strange at first and still does. Now I’ll take a hard look at the two and see what if anything I can find different.