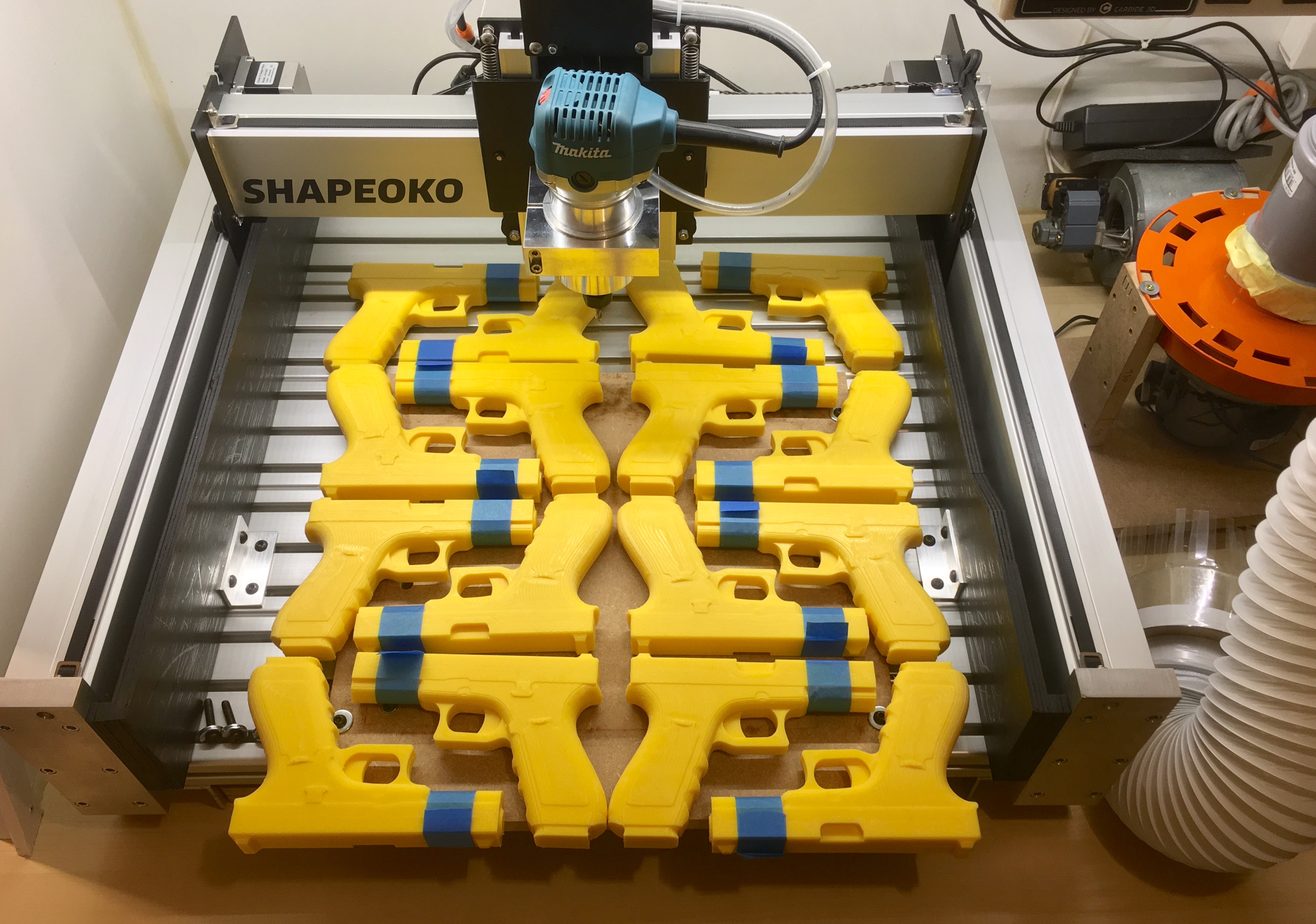
A friend needed 20 training guns for his lessons. I selected HDPE for it’s mechanical characteristics. I know it is not soft like most of the training guns/knives but longevity and ease of maintenance was higher priority than safety The surface finish is not nearly perfect but good enough for the purpose. Total machining time (not including prototyping) was a hair less than 10 hours.
Officer: "Do you know why I pulled you over?
minehunter: "No, I really don’t."
Officer: You were doing 30MPH in a school zone marked for 20MPH. May I see your license and registration?"
minehunter: "Sure officer. No problem."
Officer [noticing a large stuffed bag]: "May I ask what is in that gym bag?"
minehunter: "Well…it’s a…uhmmm…20 training guns…?"
Officer [pulling out service pistol]: “Okay! Out of the car and keep your hands where I can see them! On the ground…NOW!”
Great project. Much different that what most of us are doing. I would have loved to see the milling in progress. Like others said, are they two sided machining, or did you do halves and then glue together? What cutter and feeds and speeds did you use?
It was not that difficult but since this is my first HDPE project, I had to invest a little bit of thinking.
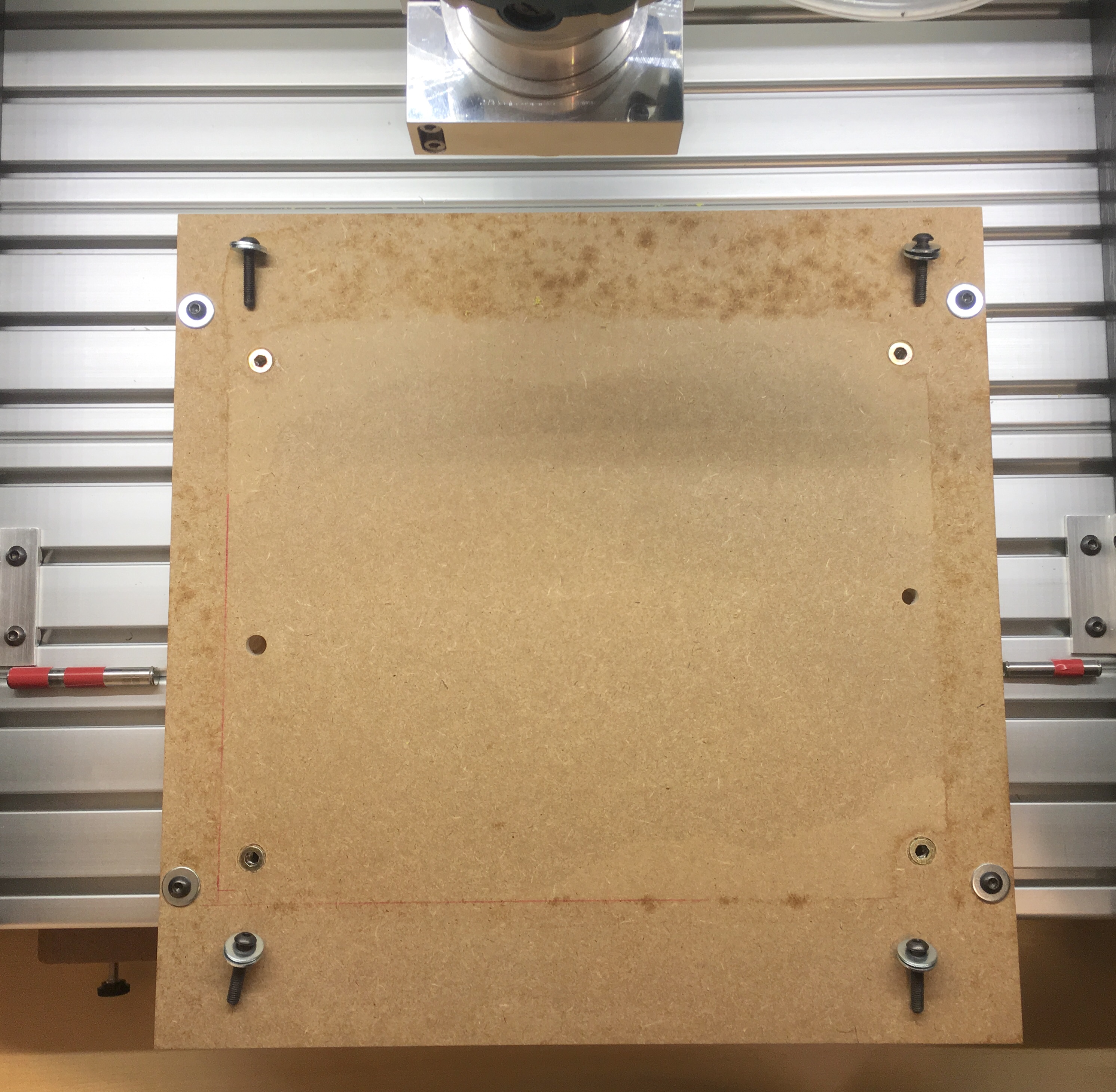
IOT save time between cycles I made a poor mans pallet that allowed me to unload the finished parts and load the next stock within 2 minutes.
It is just a 400x400x18 MDF with two locating pins asymmetrically positioned on left and right sides.
On top of this I had a plastic reinforced laminated layer with the HDPE held down with wood screws and the whole was secured down with M6x30 at all four corners. This was the surface that was faced to make it both smooth and parallel.
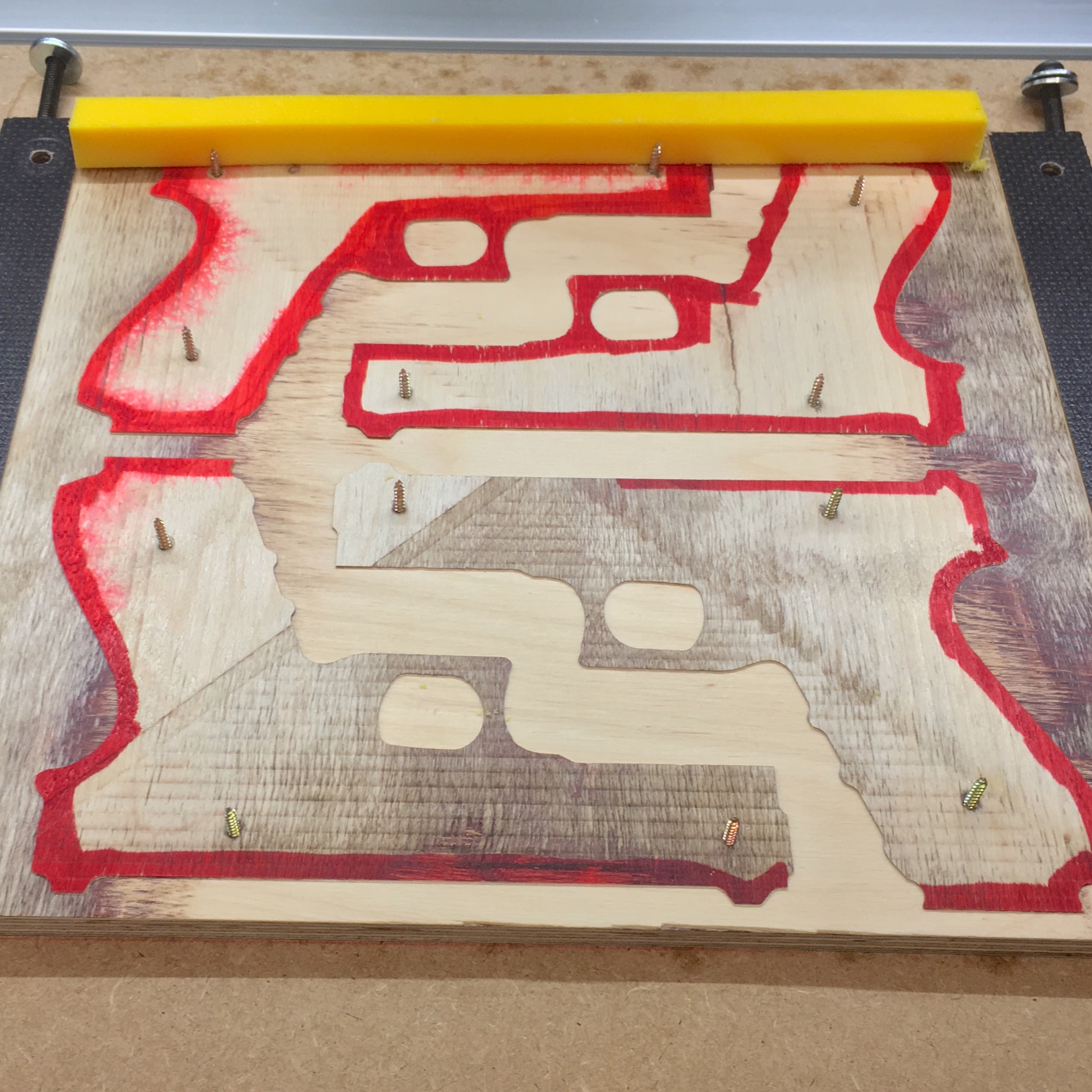
It was critical to apply my bodyweight while screwing in those little torx screws and going from one to the nearest screw not the furthest like I would do with metal. This ensured that the 15mm thick plastic was not warped.
I also had to make room (countersink) for the protruding plastic in the wood pallet.
Bonding: After several test pieces bonded with epoxy and broken I ended up with sanding the surface with 80grit. This reduced the gap between layers and provided “hairy” grip surface for the glue.
(The upper piece is the sanded one.)
 The surface finish is not nearly perfect but good enough for the purpose. Total machining time (not including prototyping) was a hair less than 10 hours.
The surface finish is not nearly perfect but good enough for the purpose. Total machining time (not including prototyping) was a hair less than 10 hours.