I currently use a Shapeoko 4 (non-pro) to cut electric guitar bodies. My current issue is that due to the limited Z height (~4 inches?), my clearance between the stock top and the bottom of the bit is incredibly small with very little room to spare. This causes a few headaches:
I have to be incredibly careful when setting heights in CAM in Fusion 360 or else I’ll lose Z steps.
When inserting bits I need to triple-check the amount of the bit sticking out to make sure that the collet doesn’t crash into the stock, but that I also have clearance.
Onto my question, is the HDZ a suitable upgrade to mostly avoid these issues? Does the ~5.5 inches of Z travel mean that theoretically (if I had the right bit) I could cut all the way through stock that is 2.75 inches thick? Is there some other factor that I’m not considering, and does this extra Z travel not actually do much for me?
I have an HDZ on my SO3 XXL. It was a great upgrade. On the SO3 I went from the belt Z to the HDZ. I have owned an SO3 XL with the Z-Plus. The Z-Plus was a good Z but is not up to what an HDZ can do. The HDZ has more steps per MM than a Z-Plus so you get more precision. The price tag I think is still $450.00 but it is a no-brainer for me.
On your bits I use a Melin 1.5" 2 flute DOC 4.0 overall length bit for cutting 1.5" material. This bit is available from zoro.com. I still use a Dewalt 611 on my HDZ and with that very long bit I push it all the way up in the router shaft and pull it back down 1/4" and tighten the collet nut. If you do not seat it pretty far up any runout is exaggerated and you will hear the router whining when it starts up. You might try a longer bit if you are happy with the Z-Plus but the Z-Plus has always had a shorter DOC than the HDZ or the old Belt Z. Another solution would be to install a supplemental spoilboard on your SO4.
I have a ShapeOko XXL 3 and I upgraded to the HDZ.
For my limited hobbyist use, it was a waste of money–but a waste of money of which I enjoyed every penny.
My stock ShapeOko 3, which I later upgraded to the XXL, ran the Z axis on belts. On at least 3 separate occasions, I ran into issues where problems with the Z axis were ruining job and ruining stock. Problems I found: Slipping set screws on the Z axis belt drives. Slipping bits in 1/4 to 1/8 collet reducers.
Problem one: HDZ is an expensive fix. Problem two: HDZ really wasn’t the problem, it was the collet (lesson learned: go find 1/8 inch collets for 1/8 inch bits).
That said, I don’t regret my HDZ upgrade. My personal opinion (and I welcome Carbide 3d employees to jump in and correct me) is that a belt-driven Z drive was adequate for a ShapeOko, but it was probably the weakest link in the system. I run my CNC for fun, not for profit, and ruining stock was ruining my fun–upgrading has been smooth sailing ever since. That makes it worth it for me.
And since all current models of the ShapeOko appear to run off of an HDZ, it seems like Carbide 3D has decided to beef up this part of the ShapeOko design.
Lucas,
I hesitate just a little saying this but, depending on how much extra room you need, what if you cheat a little and moved your router up in the mounting block just a little. Say maybe 1/8-1/4". This may cause a problem with reaching a bit setter but only on very short tools. This is just an idea and I’m sure it would not be endorsed by Shapeoko.
Like Gray said, the collet is a problem. Look at the Carbide ER-11 Compact Router. The ER collet design compress’s along the entire shank of the tool. This results in much greater holding power and far less tool run-out. With extended length tools, you need as much holding power and percision as you can get. When you look at your current collet and its design, most of the clamping forces are at the nose. With and ER collet, you are not limited to 1/8" and 1/4" shank size. There is a much larger size rang including metric sizes. check out ER | REGO-FIX USA
I have 2 HDZ assemblies. there was a few versions… the latest one came with the proximity homing sensors instead of limit mechanical switches… I haven’t installed it yet… haven’t had time to swap over, I like the mechanical micro switch homing switches …
the current version of CM motion I’m running is trouble free! If I switch to the newer HDZ and install the newer switches I’ll have to update the CM firmware…. Hate updating or fixing what ain’t broke…. HDZ is a no brained!
While we may list a new version of CM as a requirement, it shouldn’t strictly speaking be necessary — the only thing which would be different I believe would be the Travel Dimensions — these have been tweaked a bit, but they are easily edited.
Hi Lucas
I have the SO4XL (non pro) and cut guitar bodies several times a month. I have whatever Z plate that came with the stock SO4XL. You are absolutely right that for guitar building the 4.5” X travel is a limitation. Theoretically, you can cut all the way through material half the dimensions as the overall Z movement. But in real life, it’s more like (Z- 0.500”). That 0.500” is what is required for clearance. That said, you may gain a bit deeper cut with the HDZ upgrade.
For me, it was a bit of a balancing act. I use a 3” long bit with a 1.75” total cutting flutes but there a few bits available with 2” cutting flutes too. When I set the bit in the collet, I make sure there is 2” below the collet which means 1” inside the collet. That helps ensure the collet has enough to bit on so the bit does not come loose, plus enough bit below to go all the way through the material. With 2” of bit below the collet, I have at least .250 clearance from the collet to my 1.75” bodies but also about .750 clearance above the work when retracting. In Fusion I believe I am set to a .500” clearance above work for moves from one pocket to the next.
Unless your bodies are greater than 2” thick, you should be able to cut with the stock machine. I actually use a sacrificial 1/8” board under my bodies so for me, 1.75” is about my max with nice clearance.
On cutting necks with an angled headstock (3” depth) I end up cutting the headstock angle on a saw. When I machine the back of the neck, I only go just past the headstock transition.
Moving the spindle in the mount is something I’ve resorted to few times (especially with the Sweepy V2 + C3D VFD, it needs to be a little lower).
I left it out of my original post, but I’m using the C3D spindle which is using ER-11 collets. Like you mentioned, this all helps with run out. I’m mainly trying to fix the super small amount of clearance I’ve got between stock and the bit and still being able to cut full-depth.
I’ll look into the larger ER-11 collets though, thanks!
Maybe I need to play around with how high up the spindle sits in the mount and make sure I’m getting all 4.5" of Z travel. Maybe it’s too low and I’m cutting into my clearance.
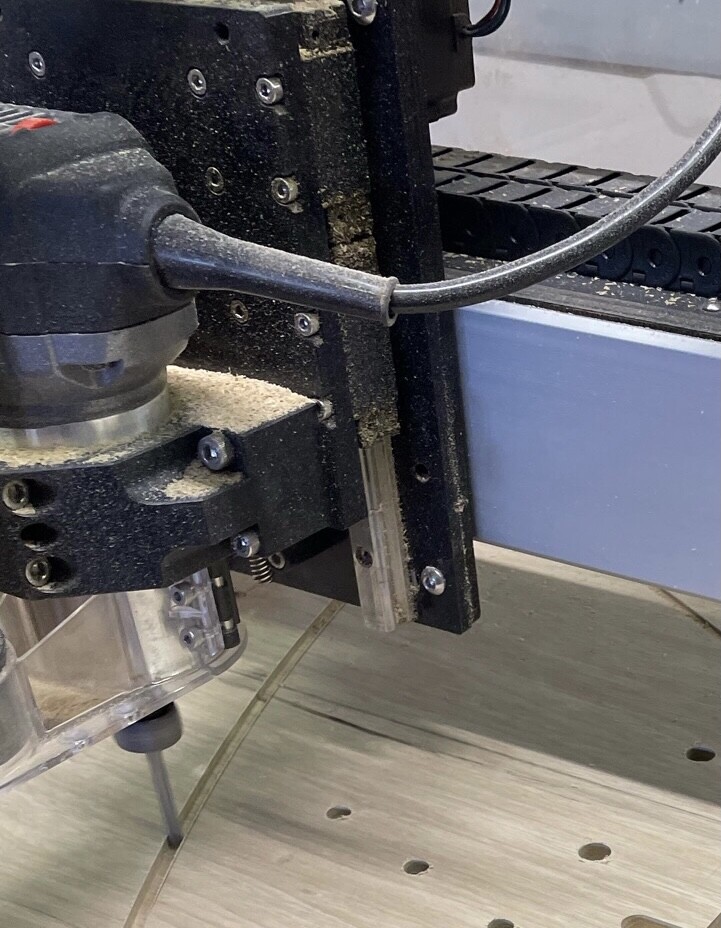
You can see in this picture, I have the Cd3 router lifted about .500” above the motor casing. I can get an exact measurement if needed. It is a balancing act because you still want your 1/8” bits to reach the spoil board.
If you have a BitSetter, changing the height of the router in the mount is also no problem. You can slide it up and down as you desire at any tool change.