Putting this in the software category since I think it is likely a software error. Or user error when using the software. Please move this elsewhere if there is a better spot.
I tried to upload .c2d and .nc files + photos of the cut, but since I am a new user it won’t let me upload more than one file. Opted for the .c2d file - please advise how I can share the others.
I upgraded my XL Shapeoko to the HDZ head. Installation went smoothly. I updated the config file in CarbideMotion. Jogging works fine. I trammed it. Then I did a resurfacing of the spoilboard. At the time, I thought the amount taken off was a bit much - the file was set or 0.5mm but it looked more like 1mm, but I shrugged it off.
Yesterday I designed a file and gCode via Carbide Create. When I went to cut it out of plywood the machine went WAY DEEP into the piece. It was supposed to go 0.19 in max depth with a depth per pass of 0.125 in (on a 0.25 end mill). It looked to take about 0.25 in the first pass and then just continued. I shut it down on the third pass. I thought I must have set either the max depth wrong or zeroed the machine wrong. But numbers in Carbide Create looked correct. I double checked the measurement setting in Carbide Create and it was set to inches (even if it were set to mm by accident, that would have made the cuts too shallow and not too deep, no?). I exported the Gcode again, double checked my Z-zero and ran it again. Same thing. It cut about double on each pass and was going for multiple passes.
I ran a calibration test today. I created a simple rectangle 1" x 2" x 3.6" in Carbide Create. My thinking is I could put a 1-2-3 block in the pocket to check depth and Y axis cut. I opted to make the pocket longer rather than cut exactly 3" with relief plunges in the corners because I feared it would over shoot the relief plunge and crash. Well, each pass appeared to be more than double what it should be. After 3 or 4 passes (I lost count) it appeared to be about an inch and then went for another pass. Given the amount of time left in the operation, I think it would have done 2 more passes. I stopped the machine so it would not crash.
If I could upload photos, you would see that the block sits a hair below flush with the plywood, when it is resting on the bottom of the last complete pass (3rd or 4th). You could also see where it was starting the next pass. Additionally, there appears to be around 3/32" of space between the block and the pocket in the Y direction - in other words, the Y seems to be a bit off as well and needs to be calibrated. I don’t know about the X direction.
I don’t know if the problem is occurring at the design stage, the encoding stage, or the driver/Carbide Motion stage. I do not think it is the machine hardware - it is running like a champ, no weird noises or movements. It must be user error or software error. I assume this must have to do with the HDZ installation, as I did not have these issues with the previous head. I did have some tolerance issues due to belt deflection (hence the upgrade) but not like this.
I just checked and there is a newer version of Carbide Create. Tomorrow I will install it and try the calibration again. I will also try creating a calibration file in Fusion to see if the same problem occurs.
In Carbide Motion, did you update the settings to say you have the HDZ?
Start Carbide Motion, click “Connect to Cutter”, then “Settings”. Click on the “Machine” tab, click “Send Configuration Data”, then select the appropriate Shapeoko model with HDZ, then Click “OK”.
Okay, I figured it out. Silly error on my part. I set the config to HDZ but I in fact do not have the HDZ upgrade, I have the Z-plus. This also explains why the installation instructions I was following did not seem to quite match my reality when rebuilding the head.
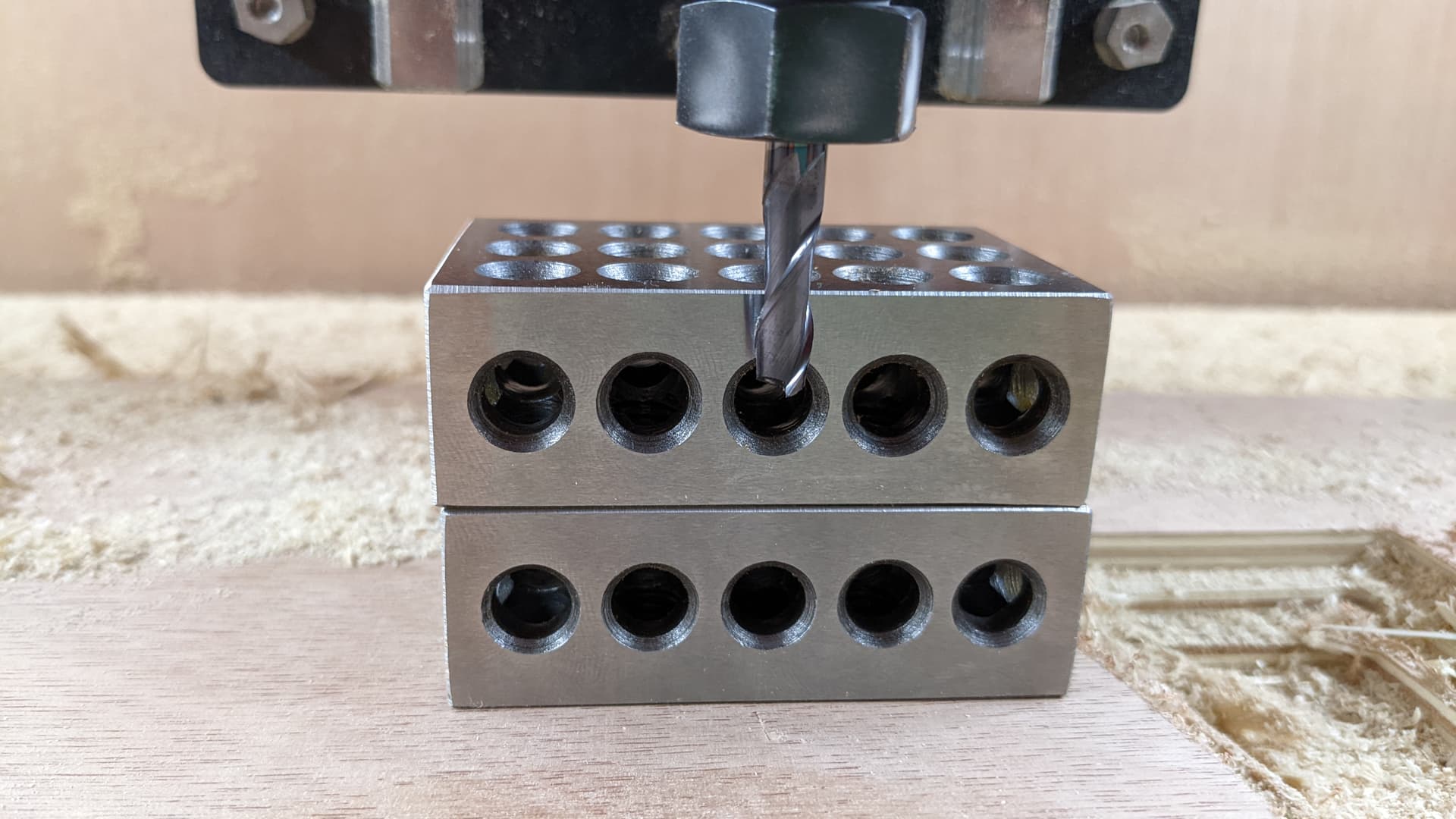
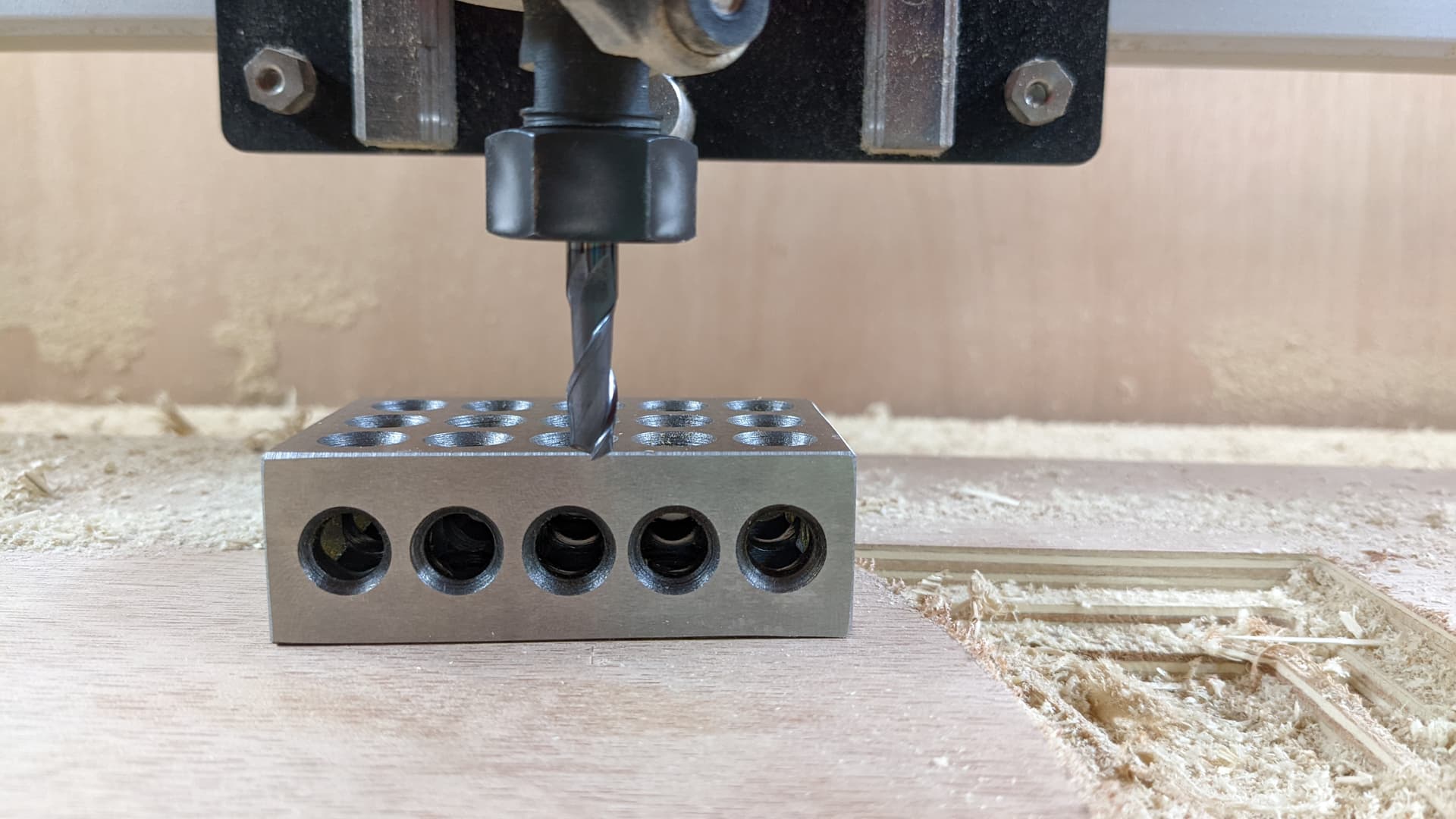
As soon as I sent the Z-plus config it seems to be working right. The photo with 2 blocks shows a 1-inch jog that actually traveled more like 1.6". The photo with one block is after I set the Z-plus config and you can see it appears 1" dead on by eye.
I will need to tune the Y (and possibly the X) by changing the GRBL setting, which I now know is a thing. For those clueless like me, in the MDI tab you can change the settings for X by typing “$100 = your_number”. “Your number” is motor steps per mm. For Y the variable is $101 and Z it is $102. Default for X and Y is 40,000 steps/mm. So, if I am understanding it correctly, I will need to decrease that number a bit for Y. Some basic math says I should try 38,000 and then creep up on it from there with some tests.
I did the jog test in both the X and Y directions using a couple 1-2-3 blocks. 3" in either direction seemed to be accurate. I then ran a 3" x 2" x 1" deep pocket. When I place the 1-2-3 block in it, it is flush with the surface/z-zero (so hooray, the Z discrepancy fixed!) but the X and Y directions both have about 3/32" gap. See photo. I double checked the design file in Carbide Create and everything looks fine. I checked belt tension and although the X could use a slight tensioning (and I did) it was not too bad and the Y belts were perfect.
You say I should not adjust the $100 and $101 defaults. Any idea what would cause this, on the cut and not the jog?
That was as advice when you were having issues with your Z depth.
To adjust your Y:
Expected /actual * current steps per mm = new $101
2"./ 2.1875" * 40 = 36.57
That said, 3/16" over on a two inch pocket seems a bit much.
Can you run a shallower test? I’d start, as Will, suggested by just running a shallow slot to measure the width the endmill is cutting.
The 1-2-3 block is a quick and dirty calibration - has worked for me in the past. If I am getting readings this far off on that, something seems wrong. No, I don’t have large calipers (mine max at 6"). I should have been able to measure that much of a deviation on the jog. I just checked my design file again in Carbide Create and the measurements seem fine - maybe someone is willing to do me a sanity check on it?
I just ran a shallow slot. Bit is 1/4". The caliper reading is within 2 thousandth of 0.25" on most readings. Worst reading was 0.255".
Here is the bit I’m using right now. (This is my go to for rough passes).
Okay. I am wasting everyone’s time today. I am so sorry. I just checked the defaults I put in for the rough cutter. I put in 0.125. Not 0.25. Mystery solved.