I’m working on milling 6061 2"x0.5" bar stock (cut to just over 4" long) and am having trouble fixturing. Specifically, I need to surface the top (the 4x2 face) and trim the ends so they’re exactly 4", then mill some pockets and throughholes into the faced side.
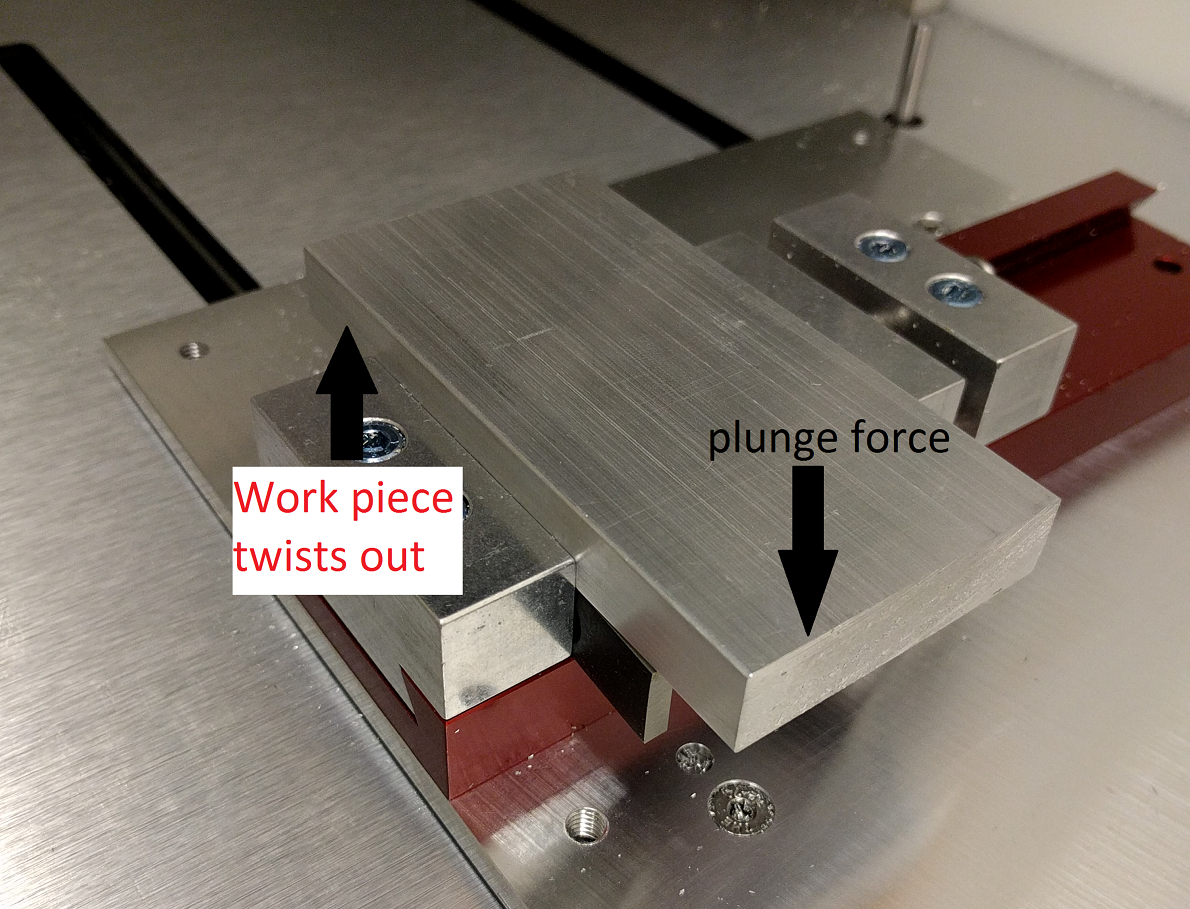
I’m currently using the vice that I bought with my nomad, but it’s jaws are 0.7" tall. I bought some parallels, but the shortest are 0.5" leaving only 0.2" of bite on my work piece. When I tried the parallels the long ends had to stick out of the vice so that I could shorted the bar to 4". They also dangled out so when the machine plunged it actually hinged the work piece out of the vice, which if I wasn’t watching would have lead to a catastrophic failure. For clarity sake, here’s a photo of how I’m unsuccessfully holding my work piece right now.
I’ve also tried the wasteboard + tape, but it seems to warm up slightly and come loose.
Does anyone have advice on a better way to hold my part? I haven’t been able to find smaller parallels. Also the parallels I do have tend to vibrate out of place once the machine is running. Obviously rotating the part 90deg would keep it from levering out, but then I can’t cut the ends down.
In case it’s relevant I’m running a 1/8" 45degree two flute ZRN end mill. 10krpm, 20ipm, 0.02" DOC 3ipm plunge.
First off, if you are doing a straight plunge I would change to a helical or ramp style plunge if possible. This will remove a lot of the downward force. If you are cutting the ends and can get away with plunging in the air and then using a helix move to enter the stock that’s even better.
Second, you could get some 1/4" drill rod and use two pieces for parallels. Nothing says parallels have to be flat stock. Or you could rotate your parallels 90 degrees and use them that way unless they would get in the way of some through holes. They are probably pretty parallel in the thin dimension also.
Third, make sure you are really tightening the vise. I don’t know how strong that vise is, you should crank it down hard.
The problem is you don’t have enough contact with the vise jaws on your stock. You might try machining yourself some vise jaws out a soft material, wood or plastic would do, so you can seat the stock all the way down and not worry about cutting into the vise itself. Make sure to set your retract height to clear the vise, and you should be good.
Here’s some examples:
Obviously you can adapt your design to your needs. Something as simple as a couple wooden rectangles to act as spacers would probably be ok, though if your stock must be perfectly square, I’d suggest HDPE or similar.
Failing that, you can try fixturing wax, or Nitto tape, which works very well. Tip: if using the tape, make sure to press down as hard as you can for about 30 seconds when setting up. Use a putty knife or paint scraper to release it - don’t pry, just push laterally on the tape under the stock, comes right up.
Plunging into air I can probably manage by telling meshCAM my stock is wider than it is, but that’ll add a lot of extra time. A helical/ramp plunge sounds great but I haven’t seen an option for that in meshCAM. Is there a CAM tool you recommend to help with this?
My parallels look like pillow tops on the non ground sides, not sure why, seems quite bad. That did remind me I do have some 1/4" brass tube laying around though. seems perfect.
I’ve been quite nice to my vice so far. It’s made from Aluminum so I’ve been afraid to really clamp hard on it. I guess if I can’t clamp hard it’s no good anyway though so I should go hard hard as I think I need.
Have you or anyone else tried 3d-printed softjaws? I found this on thingiverse:
Plunging into air I can probably manage by telling meshCAM my stock is wider than it is, but that’ll add a lot of extra time. A helical/ramp plunge sounds great but I haven’t seen an option for that in meshCAM. Is there a CAM tool you recommend to help with this?
It depends on your part. If it’s all pockets holes and 2.5d profiles then MeshCam is overkill. If you have 3d contours then MeshCam is great.
I tend to use CamBam for as much of my milling as I can and only use MeshCam for the 3d profile parts. CamBam gives you a lot more control over plunging, ramping, etc.