Hi. I was trying to carve acrylic using cnc. However, the debris of the cut acrylic is rolled up on the tip to form a large mass. Because of the lump, the material forms a dirty surface. (What I used is 1/32 endmill tip and 1/32 ball.)
I tried to slow down the cutting speed, but it didn’t have much effect. Is the only way to solve this problem is to install a dust collector separately?
What are your feeds and speeds? Slowing down the movement rate will cause more heat in a localized area and cause more melting rather than prevent it. How many flutes on your cutter?
I tried spraying the WD40 but it didn’t work and i have only machine related with cutting acryle is NOMAD3. Can’t this problem be solved by adjusting FEED or RPM values? Do you have any figures you can recommend for me?
So heat is melting your acrylic. So speed up your IPM. Most people use a single flute O bit to cut acrylic. Not sure if they make a 1/32" O flute but a flat end mill would work for that small size. Plastic/Acrylic has a low melting point. So speed your IPM up so the bit is faster moving and will build up less heat in a given spot and not melt your acrylic but cut it. Acrylic is very soft so you can go faster then you think. The 1/32" bit is delicate but start with a piece of scrap and increase by 10% increments in CM until you achieve cutting and not melting. Record your good reading and then edit your file with the F&S you found worked.
As others explained cast acrylic is different than extruded acrylic. If you use acrylic in the future try to find cast acrylic and not extruded. Cast is poured in a mold to the exact thickness it is required. Extruded is a vat of melted acrylic and run through a series of rollers to get the desired size. So the extrusion process is cheaper and leads to a more brittle acrylic over cast. Both cast and extruded acrylic are brittle and will break under stress but cast is stronger.
Thank you for your detailed reply. Thanks to you, I could tell the type of acrylic. Does increasing the IPM mean adjusting the FEED value? Do you have any recommended figures?
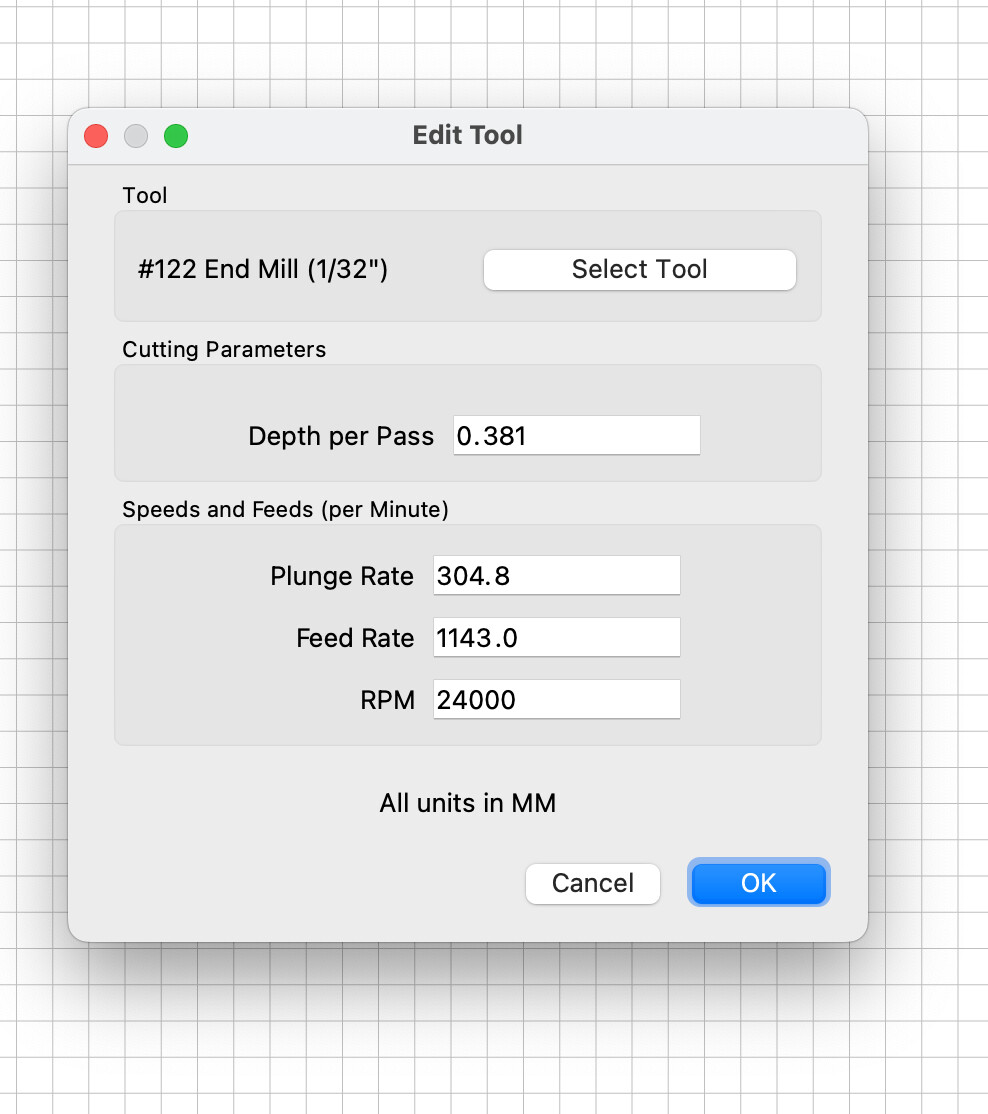
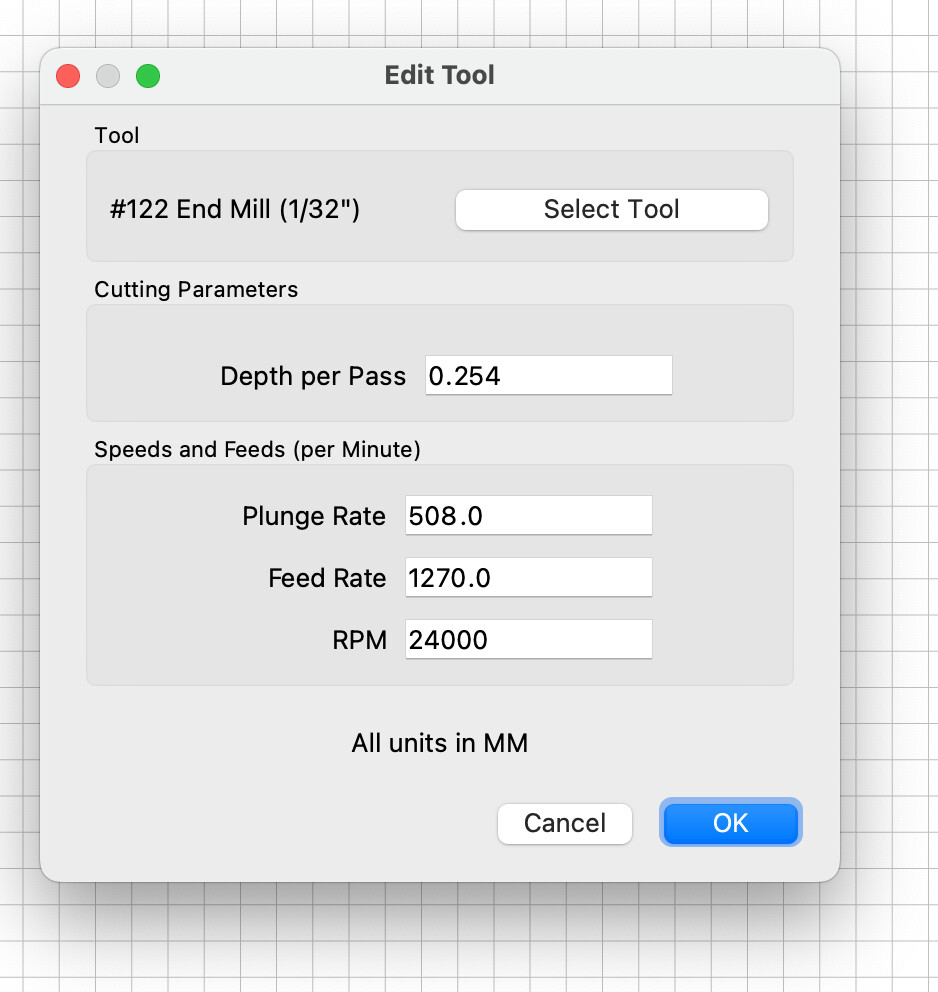
So you want to be a lot faster on your feed than your setting of 460. As shown in the screen shot from Create, you need to be more than 1000.
Do you have air or a chip fan? Lubricant may make the problem worse as it may stop the very light chips leaving.