I’m trying to machine some 6082 (guess it’s the European equivalent to 6061)
But I seem to run into the same problem every time I do so.
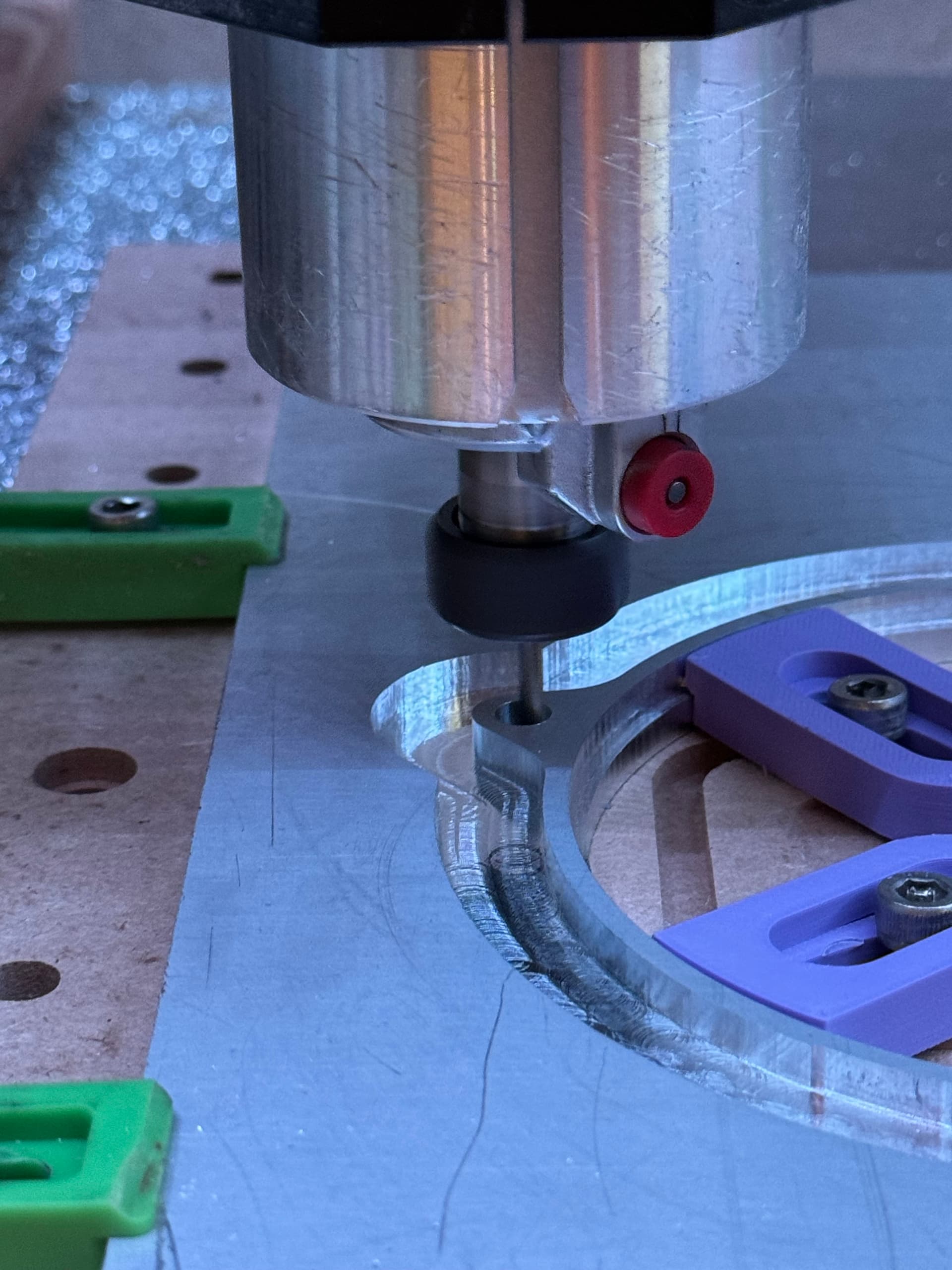
After running for some time, the cutter seems to cut deeper and deeper into the material. I’ve learned to never look away from the machine when cutting alu, so so far I’ve been able to shut it down before the cutter breaks, but it’s been very close, sounding very uncomfortable. It sound good when starting out. Not like it’s struggling.
I’m cutting using the 201 (plain - no Z version) using 2d adaptive clearing. 16-17k rpm (3 on the makita), 2400mm/m feedrate, 0.635mm opt.load, 1.9mm doc/multidepth.
The chips look fine (in my inexperienced opinion) but theres been a little build-up on the cutter, when I check it afterwards. I don’t have airblast unfortunately, but there’s hardly any chips in the path and I manually blast it using my compressor on occasions to keep it clear. The path is twice the size of the cutter, so there should be room for the chips to evacuate.
I’ve also tried manually adding a bit of oil during cutting in an attempt to prevent build-up, but it still digs into the material.
My initial thought was that I needed to ramp up the rpm to lighten the load on the cutter (or slow the feedrate) but it’s seems contradictory to the small build-up on the cutter, that I fear will get worse if I start making finer chips.
I’d have to math for a bit as I’m just not used to those feedrate units. but nearly 2mm doc seems like a fair bit.
201 has 3 flutes and is an upcut If I remember right? which means those flutes are hitting the side wall and pulling the bit down. so if its not SUPER secure in that collet its going to slip. (don’t use the button, use two wrenches)
for Aluminum and Brass I’ve been defaulting to an OFlute (single flute) for eazy chip evacuation. and maybe super cautious but I’ve been doing 0.25mm doc and getting nice chips
The numbers are from a winston video - though he’s using the 201Z. I also always use two wrenches to tighten the cutter.
I just tried another run with feedrate set to 2160mm/m (-10%) and the same thing happens.
I’ll try to do another run with a DOC of 1mm instead - maybe even .25 if I get the same issue again. But if I have to actively sit and monitor the machine for when the cutter digs in that not gonna be a viable solution. The job is already 50 mins at 1.9, so that would mean 6,5+ hours at .25.
The solution might be to get a single-flute cutter.
Put a mark with a sharpie around the bit where it touches the collet after you tighten.
Then when the cut is done or you notice it digging deeper pause and look to see if the mark is in the same place. This will let you know if the bit is slipping.
You can get multi-flute cutters for aluminium. Any cutter designed for aluminium will help you to reduce and control the build up of melted aluminium on your cutters. Generally speaking, a great place to start is to get a specific for aluminium cutter (which the #201 is not) and usually any zero flute cutter configuration will assist with the chip clearance.
I have seen many debates about whether or not a coating is necessary to mill aluminium and added to that you will see much said about coolant v non-coolant. I find what works best for me is an uncoated cutter. Any moment now you will see one thousand different opinions on this subject alone. Try a couple of different tooling options on a piece of scrap and see what you find. Just ensure the tool is designed to cut aluminium.
It must be slipping, because when I stop the job and move to the zero-point, it reads z: +2.5mm (or how ever deep it managed to dig in) when I hit the material.
But I can’t tighten it any more. Well, maybe I could just a bit, but I’m already putting quite a bit more force in there than I’m comfortable with (or feel should be necessary)
So the first thing is probably to try to reduce the DOC.
Make sure you clean the collet and nut really well.
I had several collets that were also what I considered slightly oversized and I have put those to the side for now. I will go back to testing them more thoroughly when I have time. I resorted to an older collet and clean everything at but changes and the problem I had went away.
I use the button to hold the shaft while I snug it so the bit won’t fall out and then switch to 2 wrenched for a real tightening.
Sorry, yes, should have replied to a post further up the thread
I’ve had similar experience trying to get properly balanced ER20 collet nuts, about 1 in every 4 I buy is well enough balanced to not go straight in the metals recycling…
There’s been a fair bit of discussion on collets and nuts and balancing at various speeds — buying from a reputable vendor should address this, and I’d be worried about a vendor who won’t take back/refund such a collet.
There’s a few good choices in the US but I’ve had trouble finding a UK vendor of balanced ER20 collet nuts, the eBay and Aliexpress vendors are, well, Aliexpress
Griff
(Well crap, my hypometric precursor device is blown…)
13
I think I asked this in the other thread I created, but if not:
What is the best way to measure a collet? Inside the open end? Inside the closed end?
What SHOULD a .25” collet really measure? I had some that would hold the but snuggly just holding it in your hand and others that would slip through like butter.
I don’t know how to determine if a collet is within tolerance.
I like for a collet to just barely admit the tool and to hold it somewhat snuggly before any tightening at all (will spare everyone the story of the tool which dropped out of a loose one and the attendant damage) — what size it should be would depend on the intended tool size/clamping range of the collet.
ER-style collets have quite a wide clamping range, while the Makita-style collets only take the size tool which they were made for.
Hi Liam,
I have a spare REGO-FIX ER20 if you would like it. I opted for castellated nuts because I wanted to use the very secure torque wrench head from REGO-FIX. Images…
My initial question to the vendor was would these nuts be balanced for 24,000 RPM and he said yes. I believe he said they were good up to 80,000 RPM. (I may have misheard that) REGO-FIX also supply collet nuts balanced for 100,000 RPM. They provide several different collet nut patterns including plain and extended length ones.
The vendor’s details are below. Keith is a really helpful guy and a knowledgeable engineer. It is why I made the decision to buy from him and to obtain the 5 micron TIR ultra precision collet set from his company.
Keith Horton
Brunner Machine Tools Ltd
1 Prospect House
Colliery Close
Staveley
Derbyshire
S43 3QE
You have always helped me whenever I have requested it so happily, I am now in the position to reciprocate for your past assistance. If you want me to post this ER 20 collet; it is yours for the asking.
Thank you very much for your replies and sorry for the long response time. It’s been a very busy week.
I managed to get my part done.
After I lowered the DOC to 1mm and cleaning collets etc. the problems stopped. Not entirely, but enough to finish the part with a lot of babysitting. I’m not entirely sure the DOC of 1.9mm is the actual problem though - I suspect the collects are the problem.
It is a problem I’ve had for some time when doing alu and occasionally when doing hardwood as well. And I don’t think I push the machine particuarly hard, as I mostly to prototypes and one off’s and mainly optimise for the result rather than speed.
I’m using the collects that are available from carbide3d, but I assume they are consumable parts just like endmills that needs to be changed from time to time.
Anyway, I think the next step is to get some new collets and a single-flute cutter for aluminium.
To answer your question, @liamN, I’m in EU. If you know of good local vendors, I’m happy to hear about them.
Also, I think I have another issue with the machine that I need to address, as there’s a lot of vibrations/shattering when going in certain directions (NW and SE) - I’ll create a seperate thread for that.