Edit: I just facepalmed myself, on this test, I used a .25 bit but I think I used a .125" bit in Vcarve.
I just ran down and did another test square and it was .002" off on the X and Y. That more like it.
I’ve had my shapeoko for a little over a year. I did some test shapes when I first got the machine and pretty accurate but now its off. I am thinking its due to belt stretch but for some reason when it gets to the numbers and math I go brain dead.
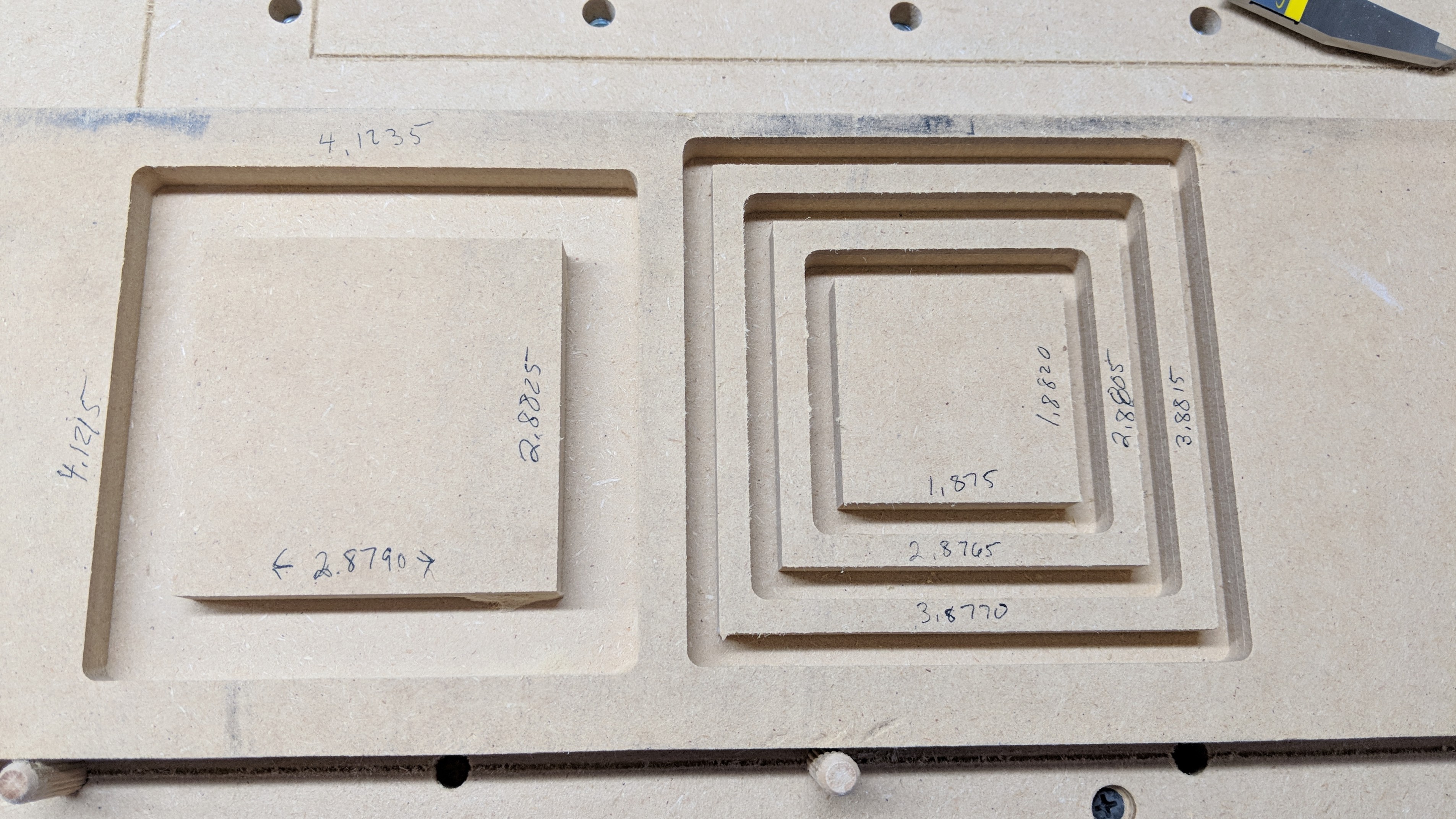
So I made a series of boxes(see picture)
On the left side of the picture I made a 4" box and a 3" box inside of it. I did a pocket between the two boxes.
As you can see the pocket was “larger” than it was supposed to be on the outside and the inside.
So next I made some boxes and did an outside cut of some squares, I will just concentrate on the outer one.
Drawn size: set to cut on outside of line
X= 4"
Y= 4"
Actual size:
X=3.8770" (diff: -.123)
Y=3.8815" (diff: -.1185)
Now hold my hand and walk me through this.
in case this matters, I’m using V-carve Pro and i used a .25 endmill
I have a hard time with the math here — I find it easiest to just pocket a right triangle array of 3 holes — measure them from edge-to-edge and no worries about endmill size (just make sure to use the same pair of edges for each axis).
Then, assuming your starting with 40 steps/mm — let’s say that a 100mm triangle array became 200mm (impossible, but let’s make the math easy) — the machine is moving twice as far as it ought, so we need to set the math to halve things:
open the log, and you will see the output from GRBL. use “$$” to see what the current settings are. (In CM4 this is a little weird, you enter the commands in the MDI window…but the output comes out in the log)