I use a 10X eye loop and look at the cutting edges. (ebay $4)
Look at a new one cutter, now look at a used one and look for
chipped edges,
worn cutting edges,
wood resin stuck to the cutter, etc.
Some guys will see how it feels against their fingernail (old vs new), scrapping the nail lightly.
I know this may not be a popular answer since Carbide3D only sells end mills (originally designed for cutting metal), but I recommend using QUALITY Router cutting bits from a place like Rockler, etc.for cutting wood They are designed for cutting wood, and produce a better surface finish in my opinion.
Another possible consideration is moisture content, and the wood in question may be “reaction” wood, which wants to bend / straighten after being cut, or it just may be tougher, harder grain.
excellent quality, long narrow bit w/ a long cutting length which makes workholding and fixturing much easier, and making through cuts (w/ a suitable number of passes) on 1" material feasible.
I will definitely post more about these frames very soon, they are made largely on the Nomad, and then hand finished, and they’re coming out great!
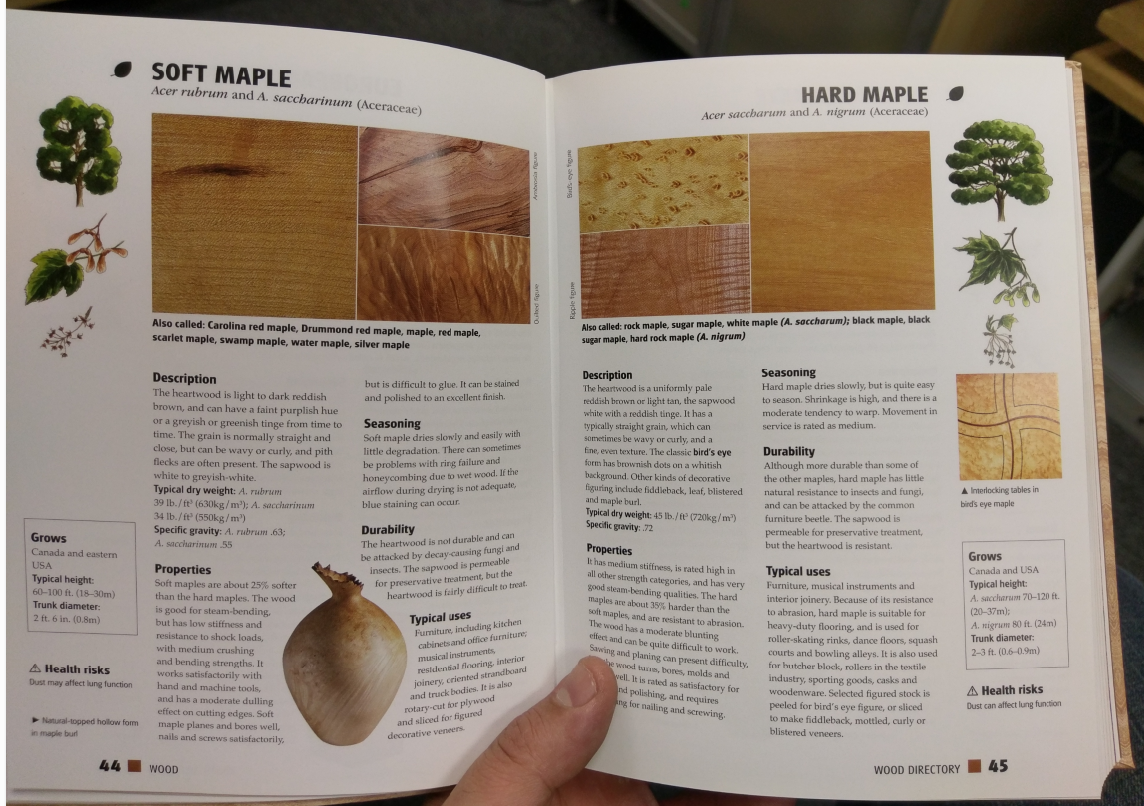
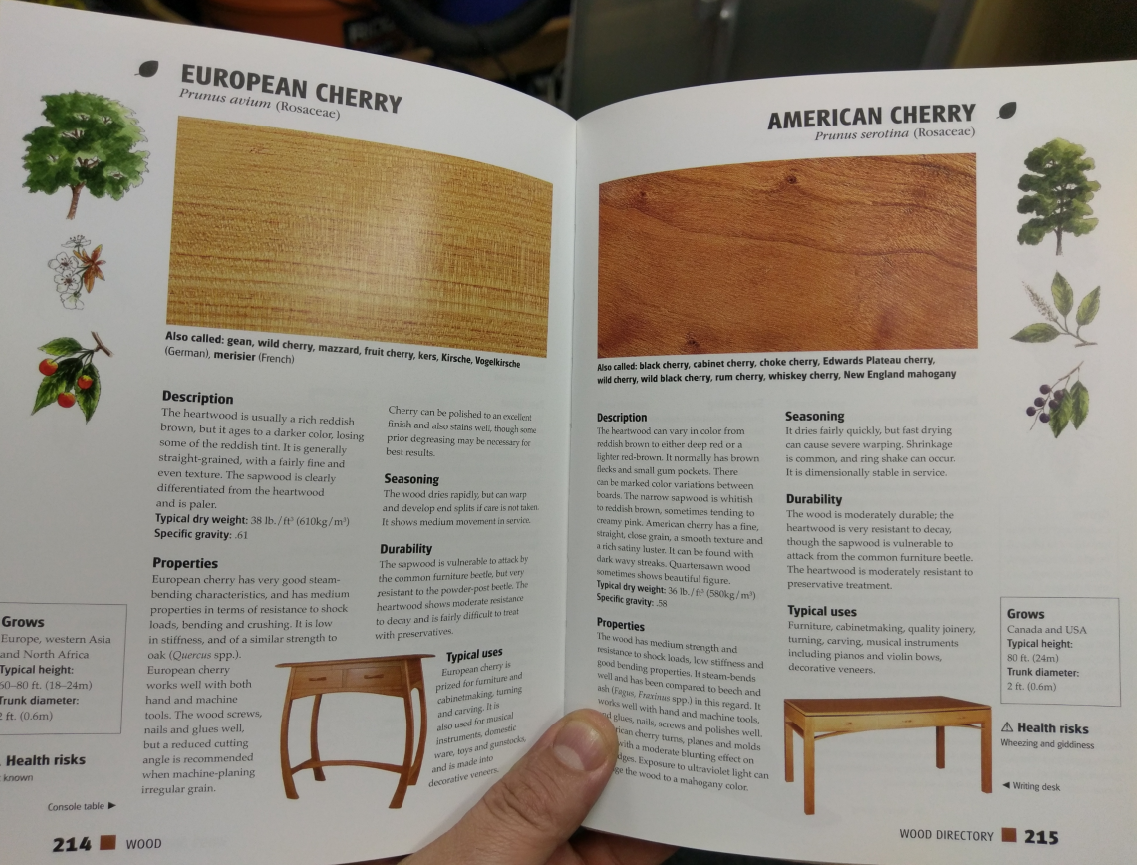
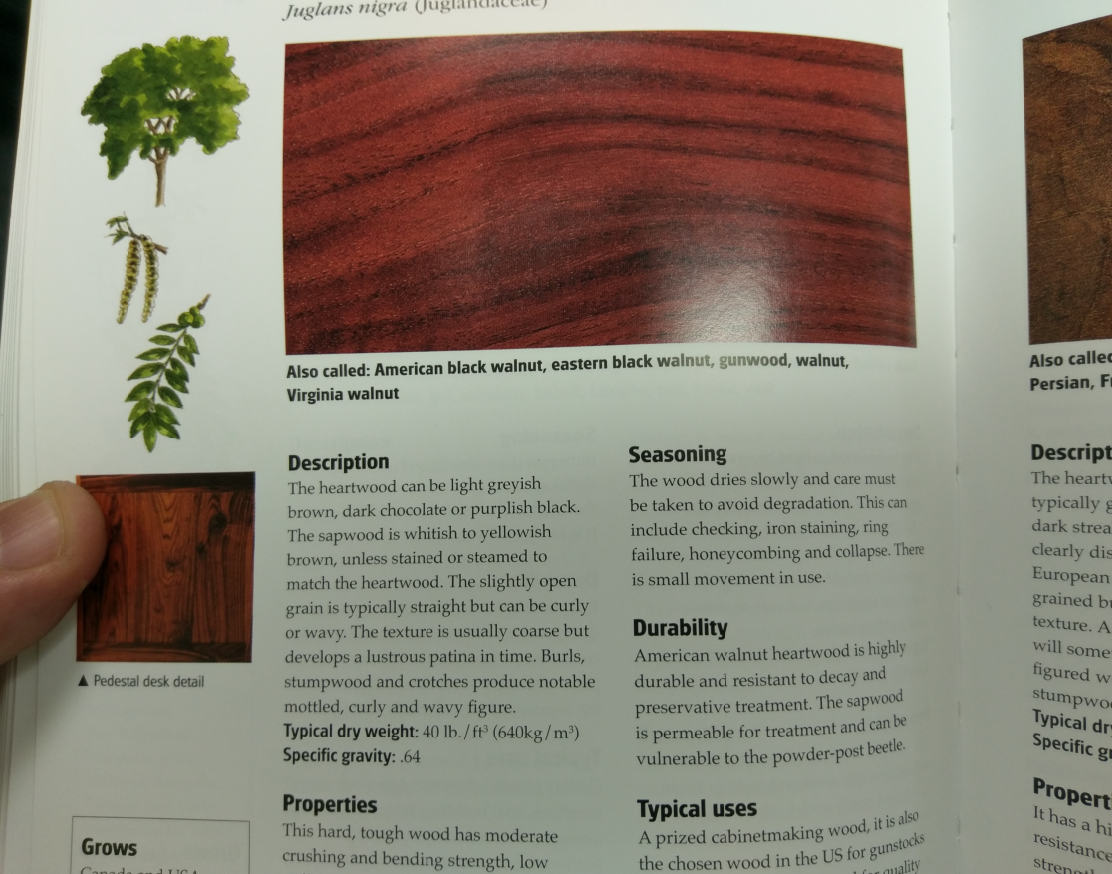
On the subject of wood, assuming I get a cutter in there that is properly sharp, of course, how much should I expect to have to vary my feeds and speeds between Walnut, Cherry, and Maple?
Thanks, @WillAdams and @RichCournoyer, I have ordered some new cutters from C3D, and am also going to look into other brands.
That’s an interesting idea. Is the Nomad powerful enough to use 3 fluted cutters? I think I have one I ordered by mistake and then thought I couldn’t use…
Ok, so here it goes. Worked very well right until the final pass, at the end of which it gets stuck, drops a couple steps, and generally ruins my day.
Put my sharpest cutter in there, so I think that let it get farther. Wish I knew why this was happening now, after doing loads of these with no trouble. I need to get them done, soon, so I’m starting to get a bit worried!
If I have no choice but to enlarge the slot, how would I do that? I made these models in CC. Would I just have to add another circle and tell it to do a pocket cut? Or what?
Do you guys think using a 3 fluted cutter is worth a try? I happen to have this one, from Harvey Tool:
Cutter Diameter: .125" (1/8)
Length Of Cut: 1.000"
Overall Reach: 1.000"
Flutes: 3
Shank Diameter: 1/8"
Coating: AlTiN http://www.harveytool.com/ToolTechInfo.aspx?ToolNumber=33708-C3
I got that speed using G-Wizard, and have been able to run at it pretty well up till now. I did think it was too fast when I first started experimenting with it, but after a few nervous attempts with no issues, it seemed like it would be ok.
I also tried lowering the speed and the plunge rate by nearly half, but got the same result. Admittedly that was with a dull cutter…
As I see it, looking at the video, Richard is right.
But as I hear… When I hear the sound of the cutting process, it hurts my ears.
I hear a quite unhappy cutting process. I hear resonances, vibrations.
This maybe affects the stability of your strategy mounting the stock to the base.
Can you give more information on how you fix the stock?
Agreed, it sounds dreadful. I don’t suppose anyone could post a video of a Nomad machining some maple (or other hardwood), in long passes, at a reasonable speed, so I can hear what it ought to sound like, could they? I feel like based on the sound, this is running right at the edge of chatter.
I suppose it could be my fixturing. I’m just using the excellent Nitto Tape at present. I have prepared the rest of the blanks for this process with holes so they can be mounted to the bed with screws - since they are 8x8 they take up all space where I could use any kind of vises etc.
What is most vexing is that this did not happen for so many identical pieces, running the exact same program, and now suddenly it is. I wish I knew what changed. Could the addition of the pockets in the top of the piece be causing it to flex?
Hopefully once we can puzzle out your difficulty it will be something amenable to being added to the operating checklist: http://docs.carbide3d.com/article/41-machine-operating-checklist (should that be revised / updated / adapted for the Nomad? It was written w/a Shapeoko in mind).
@ApolloCrowe Yes! The pockets are cut first. They are about 5mm wide, and stop 10mm from the bottom of the blank. Then I cut the slots, which go nearly all the way through, stopping just .2mm from the bottom. Previous frames were made with only the one larger frame, and not the two smaller ones inside it. I got so hung up on the feeds and speeds being the same as before, it didn’t occur to me what had changed. I can’t believe I didn’t think of it.
Do you think if I cut from the outside in, first doing the pocket, then the two slots to cut out the frame, and then moving to the next one inside of that, and so forth, that it would help with the issue?