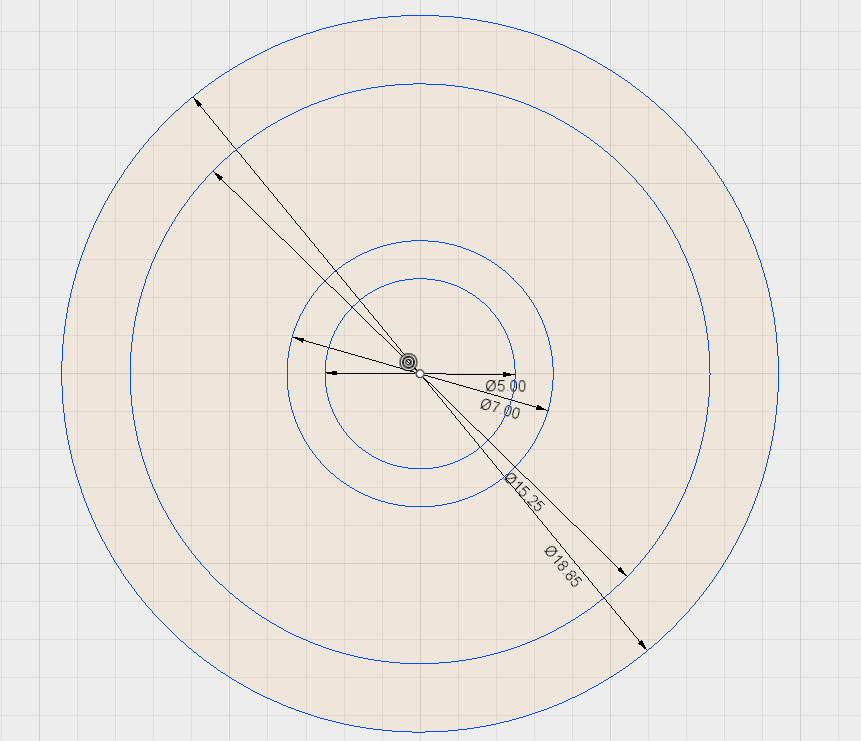
Need some help with what’s going on. Attempted to mill these aluminum rollers last night and noticed things got progressively worst as the cuts went on.
First cut with a #122 carbide endmill.
Feed: 508mm
FPT/IPT: 0.001in
Makita spindle: 2 When I measure on my RPM reader, it’s 10k
Max stepdown: 0.25mm
Optimal Load: 0.284mm
Smoothing: 0.01mm
Tolerance: 0.1mm
Mainly 3D adaptive, except the really small cuts , then I used a 2D contour. All with the same feeds/speeds.
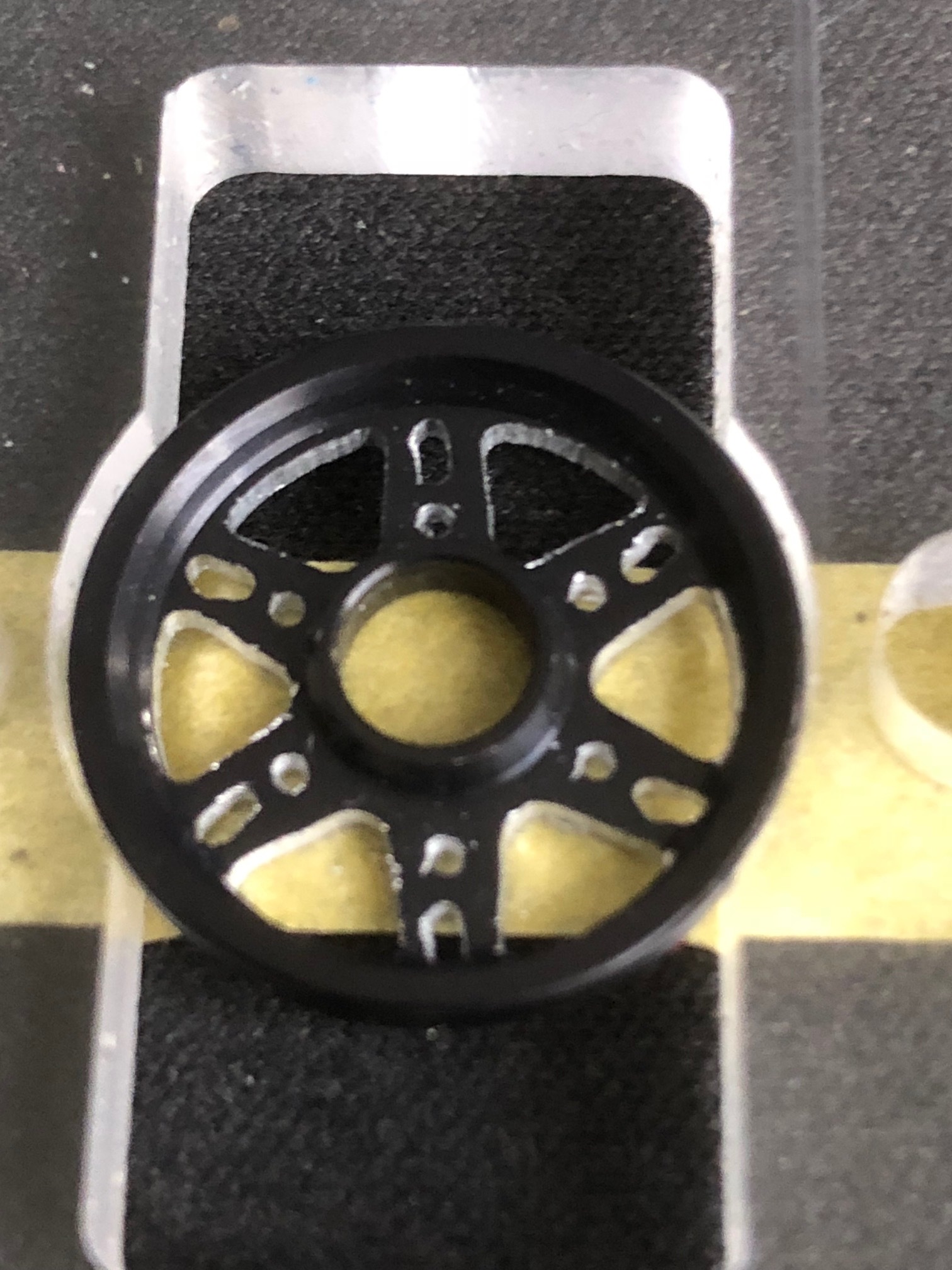
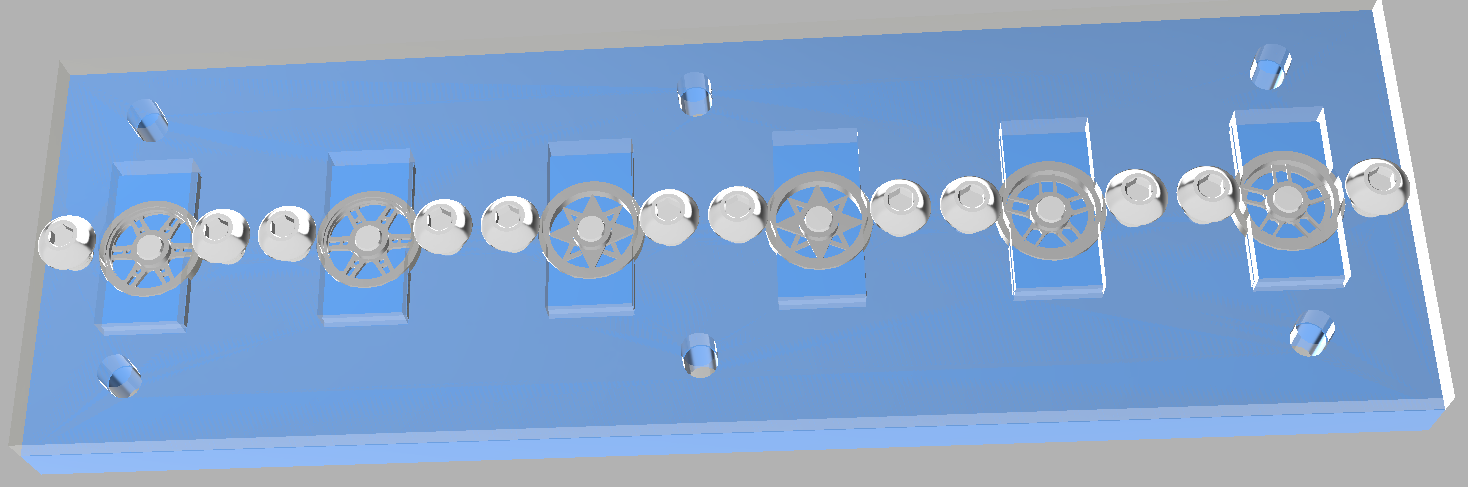
After that I felt pretty confident so I loaded up my fixture jig which can hold 6. Here are the cuts in order of operation. 1-6:
are my feeds/speeds too fast? is the chatter I’m seeing towards the end my fault or is the endmill dull? Any recommendations for really good , small endmills for aluminum? I need it smaller than 0.032’’ or .8mm Was briefly looking at harvey tools.
how come as it moves down the line, things seem to be off a bit, ever slightly here and there. I made sure to make the bottom jig first, than I made the roller cover (to protect the anodize) without moving anything from the original spot it was made. Yet it seems to still deviate…I’m hoping it’s deflection or something to do with me.
This is all done on a shapeoko xxl…and even thou I can get tolerances of 0.1mm, it doesn’t last. is this just simply the wrong machine for the job since I’m cutting such small things, and I need the tolerances because I’m milling preexisting products? Would a nomad 883 solve my problems for repeatability and the tight tolerances? Would like advice on maybe purchasing another CNC that is better suited for this type of small, micro work.
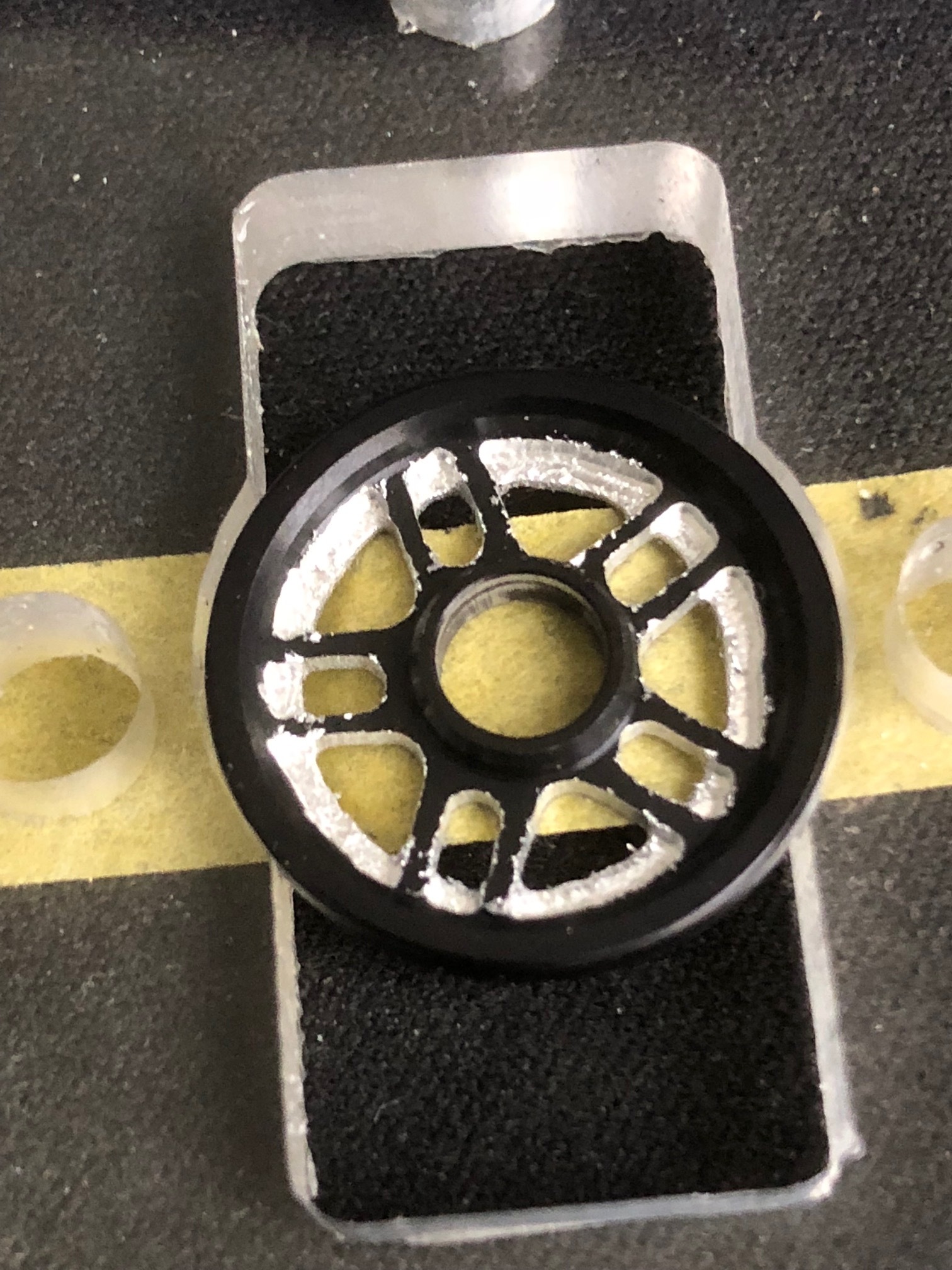
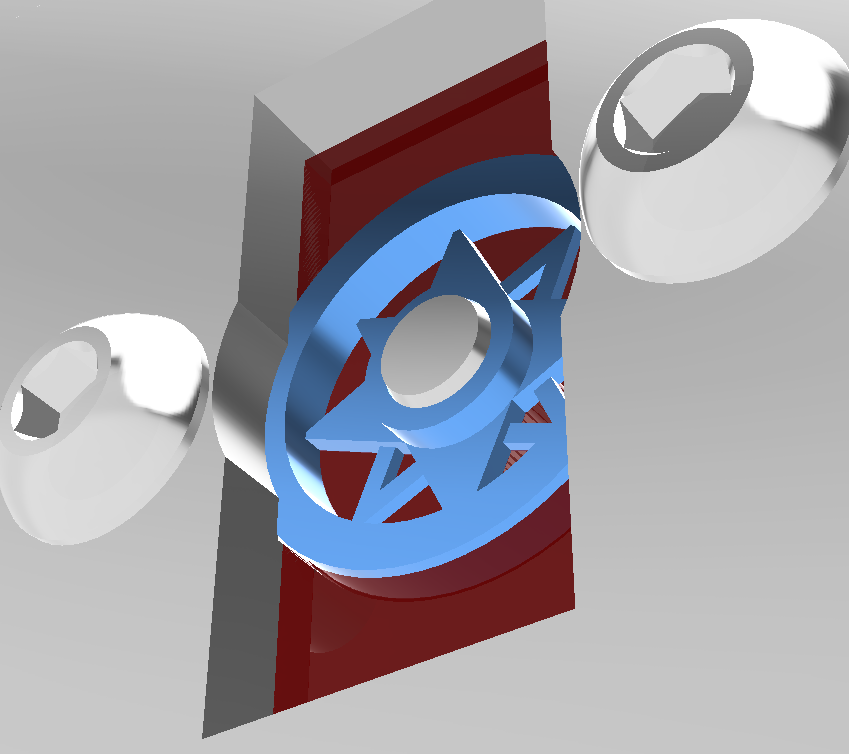
Here are some pics of my fixture\workholding. I have the main fixture with dowel pin for locating, and I have a top piece to clamp so it protects the anodize from the rollers.
Sorry for the long post, I’m new so I’m just not sure where to go from here. Is it me? is it the machine? will buying better endmills help? Maybe a better suited cnc?
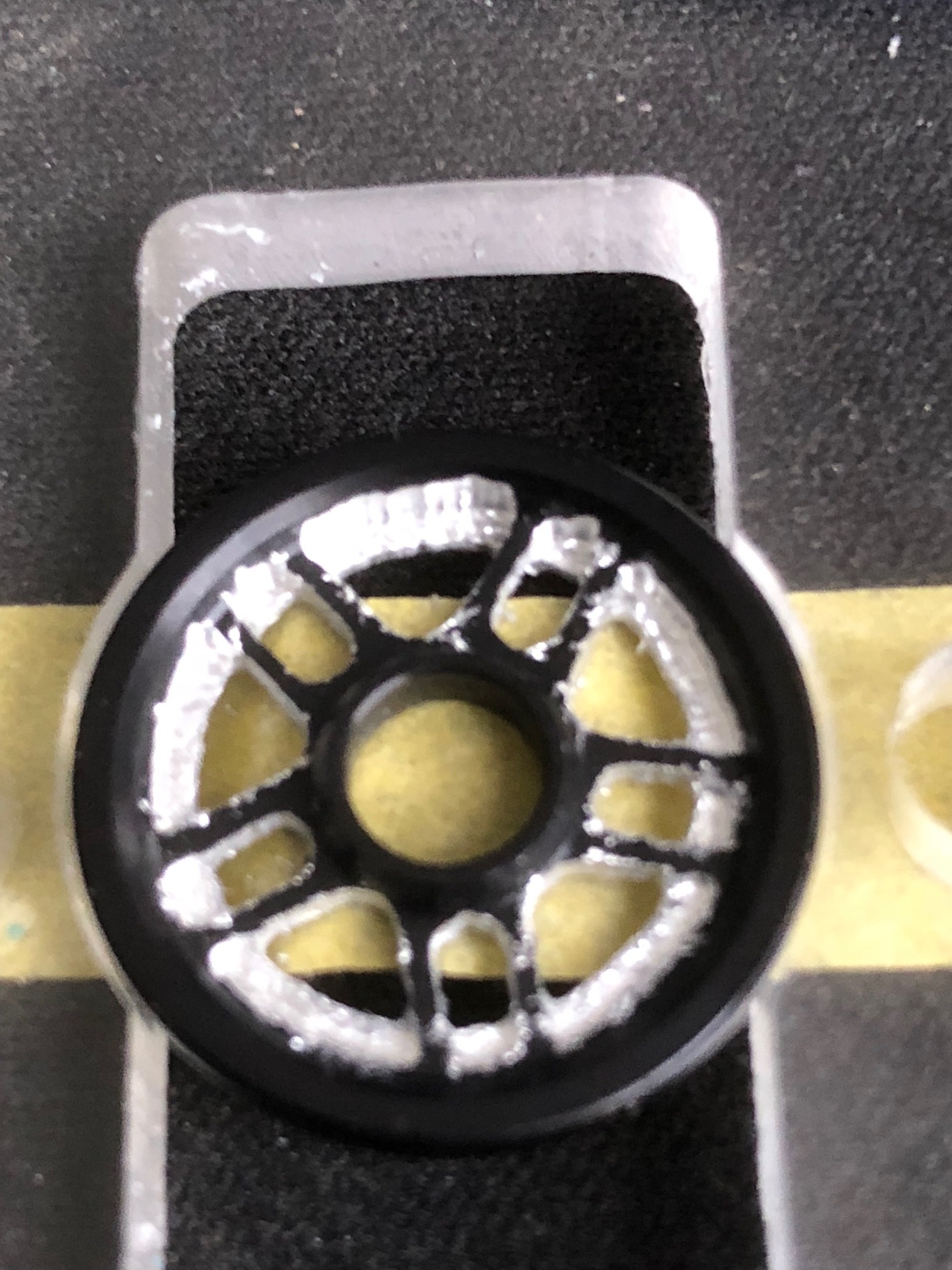
Looking at the pics I’d say too hard on the DOC or a blunt mill, exaclty6the same results as I had when I first had a go on aluminium. It’s not cutting its getting pushed about and melting.
I’ve had great results on aluminium, but I usually run at around 0.2mm DOC with around 1500 mm a min. I then do a final pass at 0.1mm full DOC.
The other thing that helps a bunch is some lubrication such as machinists oil or WD40
Machinability can vary quite widely based on the elements (and I believe techniques used) in alloying — you need to know which alloy these wheels are made of. It’s quite possible that they are cast and then processed using an alloy which isn’t suited for machining.
unfortunately, this is not information I can get. Gonna have to work with what I got. All I know is there are a handful of ppl around the world (Japan, China, HongKong) who CNC the same type of rollers as I and sell to their respective regional markets so I’ll have to assume it’s doable.
Any recommendation for endmills? I was looking at 3Flute Harvey Tools variable end mill with corner radius. 1/32’’ diameter mill, 1/8’’ shank. LOC 3x TiB2 coating.
I run my mill as at around 10k, any faster and you get serious heat from the bit and you will blunt the mill end very quickly - my first go on aluminium looked just like yours. I went too hard too fast.
Most of my mill ends are from the UK so unlikely you will get them over in the US. I get good results with Chinese imports these days too, but if you are using a 1/32 slow down to 0.1 DOC, and 1000mm a min - def use a little wd40, too. Practice on the ones you’ve wrecked and post your findings - it’s likely from there you can increase feeds
Have you heard of a company called Tamiya? They make these little cars called Mini 4wd. They are battery operated cars that run on a track. I’m affiliated with a hobby shop in california (Dxn Provisions) and I produce parts for the race community here. So I work with pre manufactured parts that are super small for these cars.
The rollers are what guide the car around the track. There’s no remote or human control. All the engineering is done before hand and when you race, you just turn on and let go. The track has jumps, banks, loops. and all sorts of unique features. check out https://www.instagram.com/dxn_provisions/ for more pics.
It got thru 90% of the operation before the bit broke. Which is weird because I haven’t changed anything except the doc 0.1mm , 1.5 makita dial The other bits didn’t break with 0.25mm doc. Bought these from McMaster 1/32” TiN Coated.
When I tried 1000mm feed, 0.1mm doc it snapped the bit in the first 30 secs. This was the carbide 0.32” endmill.
Didn’t have too much time so just wanted a quick dry run to see if the coating helped.
Still waiting on the air compressor to show up to setup a chip blower. I’ll check runout on the collet. Thou it is a new Elaire collet.
ya, that was the original doc, this last one I took your advice and went with 0.1mm dept of cut. and the bit broke on me. same feed and speed as before, same operations.
I am a little confused how backing off on the depth of cut could cause it to break, when the first time , it made it through the whole operation (6 rollers) without breaking.
Chris, FWIW Will’s question is very important. I’ve had limited practical experience myself however from what I have read 6061 mills great, some of the 50’s alloys are a nightmare.
That is a very fine endmill. I would punch the figures into a feeds and speed calculator if you are getting excessive rough surface finishing or keep snapping endmills as something will be quite off.
With that size endmill you are going to be running some extreme figures.
I do think your DOC is very excessive for the diameter mill. I have always been a believer in shallow and fast on aluminium, and multiple finishing passes for best finish.
Could you do a general hog out of material on a 1/8 and finish it up with a 1/16 or 1/32?
Changing your DOC I would look at adjusting your feeds and speeds to match otherwise you may be generating excessive heat with very little cutting being done and snapping the bit.