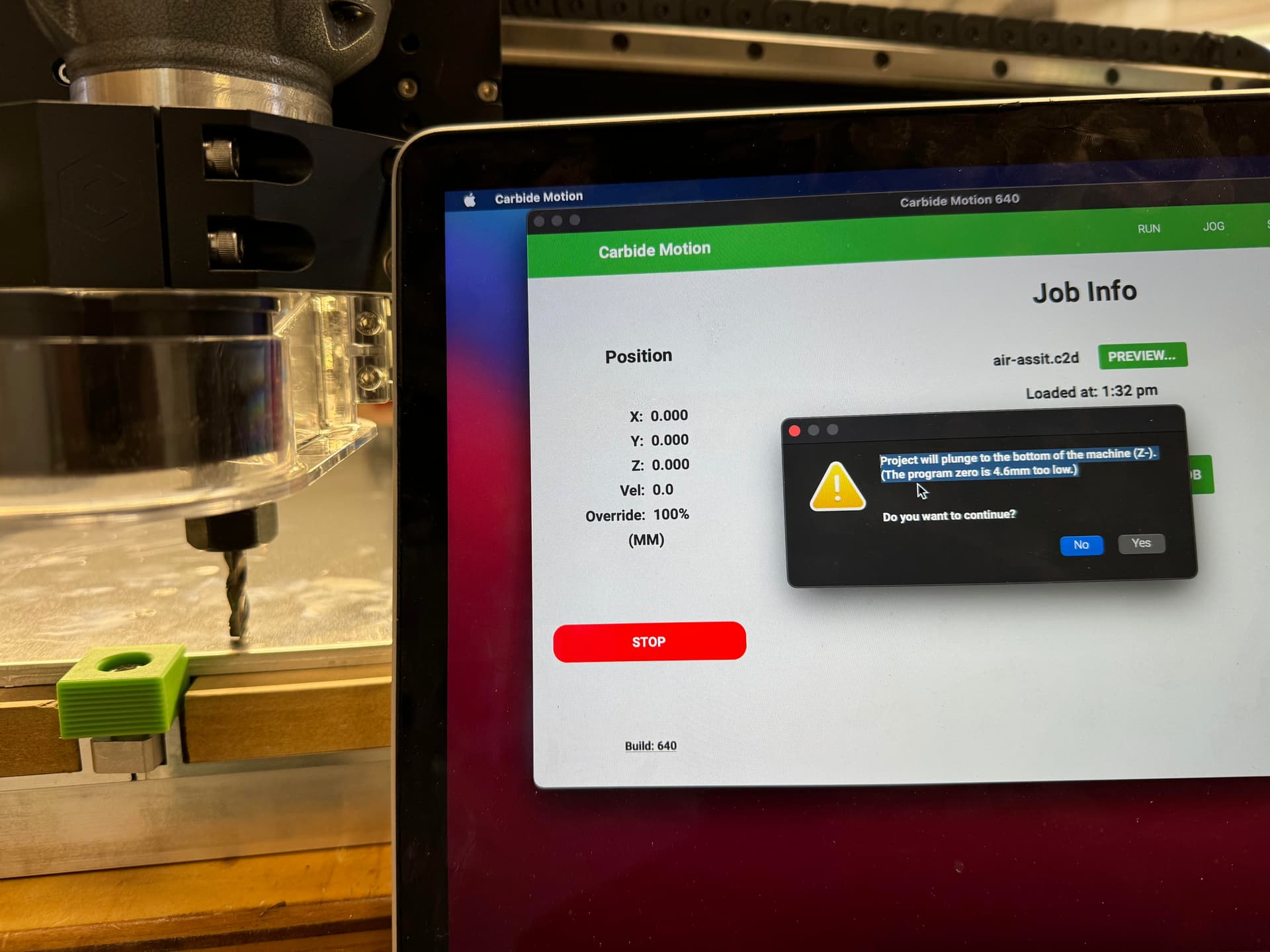
Trying to run a project and keep getting this error:
“Project will plunge to the bottom of the machine (Z-).
(The program zero is 4.6mm too low.)”
I have double checked the stock thickness, the thickness in the Create file, and the depths of the cuts. I’ve tried reseting the machine and Motion app. I have reset the Zeros multiple times. I have tried with Bitsetter enabled and disabled. Each time I get this error. However the error has ranged from 5.5mm too low to 3.6mm too low.
Cullen, I would get this error with Bitsetter enabled, and still get it with Bitsetter disabled, both with the same bit, and without adjusting it’s depth. Does that answer your question?
I will add, that prior to these errors, I was having the opposite issue. The machine was running the cut paths about .5" above the top of my stock…
Sorry, I misspoke. It’s really a case of whether you set it the same in CC as where you measure on the machine. Since you are setting it to top in the software I assume you are setting it that way on the machine.
Is your material thickness measured correctly?
Also, do you have the correct Z configuration for your machine defined in CM?
I’m not sure what this is, or how to confirm it is correct. However, before I set Zero, I ran the “initialize Machine”, which I thought was the process of the machine learning where it’s at.
Here’s how the bounds check works, for Z only but the same for X&Y
If you look at the machine coordinate for your Z zero (workpiece zero), It’s probably something like -125.55. Now look at the toolpath min/max limits, Z min something like -19.05
add those together to get -144.60
Now look at the “travelZ” value in the shapeoko.json file in the data directory for CM.
I think help->about->open data folder or something like that.
Let’s say that value is -140.000
So your lowest point in the path relative to machine zero is -144.6, but your Z travel is only -140.0, a difference of 4.6mm
Either the zero wasn’t set before loading the file (when the boundary check happens),
Or the Z travel in the shapeoko.json file is wrong.
OR… Your tool won’t actually reach the table or the lowest spot in the path.
Probably the best thing to do is to go for the physical fix — install the shortest tool you plan on using, then jog so the machine is in-between, or just in front of the rails, jog it down as low as it will go, then loosen the spindle and shift it down so that the tool will just barely reach the top of the aluminum rails and secure it there.
Quit and re-launch Carbide Motion, then re-initialize, then when setting zero choke up on the probing pin as much as possible, then set zero, and then try running the file again.