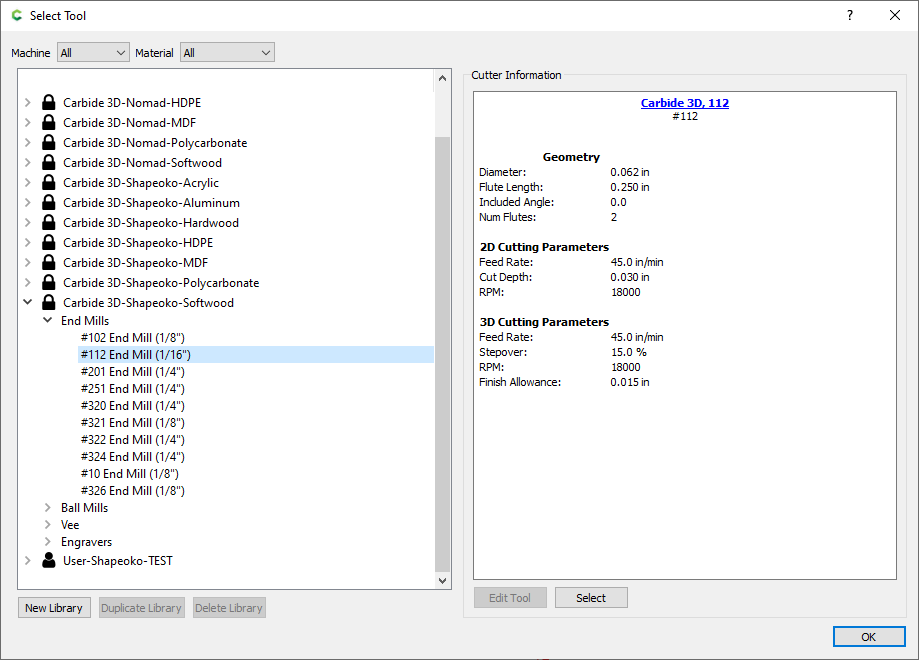
I have done a little research and my brain is hurting now. What I am trying to do is understand how the plunge rates / feed rates work when adding custom cutters.
I am trying to setup for the Amana 46403-K Spektra which is a 1/16" endmill. I reviewed the product information from:
and was able to get the majority of the information. I also pulled the feeds/speeds chart and some of the math doesn’t make sense. For the rest of my Amana bits, thankfully I was able to find the post by WillAdams with the Amana Tool Library setup to import and use with Create. This however is not one of the bits in that library.
Does anyone have the numbers to add this bit in the Create library?
The thing is, the new CC uses a recipe-based approach to feeds and speeds now, so depending on what material you want to cut, you may need to
create multiple entries for that tool, each one tuned for the right feeds and speeds for that given material and that tool.
or have just one entry with bogus feeds and speeds, and then remember to adjust them manually in the toolpath.
But I guess your main question is HOW to determine appropriate feeds and speeds for that tool and a given material, and that is a wide topic. Mimicking a similar material/tool size combination from the existing CC database is a good starting point. And then experimentation and/or learning about how feeds and speeds work is required to tune the parameters.
EDIT: or just tell us which material you want to cut with this, and people will suggest appropriate feeds and speeds.
Absolutely, and once again thank you for creating the library for a starting point. Eventually I would love to get into Vcarve but not ready yet to make that leap.
Do you have any aspirations to continue to update your Amana tool library for quick work?
You would need to check with @robgrz and @Jorge and @edwardrford and @wmoy on that — I will note that a couple of the Amana tools have been added into the Carbide Create library — I’ve only gotten two of them thus far, so haven’t worked with them much.
I think I am understanding more how these are variables and not hard numbers to follow. Few followup questions:
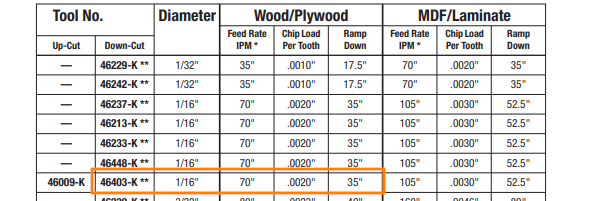
With the Amana chart for example, it explains the feedrate is RPM x # of flutes x chip load. If I am using 18,000 as a starting point for RPM, this would mean 72 IPM is my feedrate. On the chart it has 70" so that’s close enough. If I am using the closest Carbide bit, it has a feedrate of 45. So are you saying this is where I start out with the 45 and see how it goes working my way up to a max of 72?
The “Cut Depth”…I really am trying to understand all of this…The Carbide 112 is .030". Is this where I should start with the Amana tool counterpart? According to the Amana Tool feeds and speeds chart it has “Depth of Cut 1 x D Use recommended chip load.” Is this talking about the same thing?
Finally, the plunge rate…I understand this is similar to the feedrate however this focuses on the Z axis. From some of the material I found, this equates to “drilling” down speed. Does this have anything to do with the “ramp down” number listed on the chart by Amana?
The Amana numbers seem to be intended for industrial machines which are far more rigid and have spindles with essentially zero runout — the usual guideline for affordable desktop machines is one-half the endmill diameter for depth of cut/depth per pass (two terms for the same thing), one-quarter in tougher materials.
Chipload value should typically not go much below 0.001" or you might get rubbing.
CC’s values for #112 in softwood have a chipload of 45 / (2 x 18000) = 0.00125"
Amana’s table has a chipload of 0.002" so at 18.000 RPM that would require to feed at 72ipm indeed.
So yes, basically CC is a safe starting point, and then you can try and experiment pushing the feedrate gradually north of 45ipm, probably up to 60, probably more, but you don’t want to risk breaking such a nice tool, especially since it has a super long LOC hence is more susceptible to deflection.
Cut depth: yes the typical manufacturer recommendation is 1D or more, but yes the typical safest setting for us hobbyists is 50%D (at least for regular/pocketing/slotting toolpaths)
Plunge rate…well this is mostly experimental. It’s hard to tell in the Amana datasheet if they mean vertical plunge (worst case scenario, and what CC generates) or linear ramp down at an angle (which other CAM tools can generate). My rule of thumb for (vertical) plunge rate is
10% to 30% of the feedrate for metals
30% to 40% of the feedrate for woods
40% to 50% of the feedrate for plastics
They say 35ipm (50% of THEIR recommended feedrate), CC says 15ipm (33% of 45ipm), I guess stay in the 20ipm ballpark and you’re good.
@Julien and @WillAdams, thank you both for helping me understand a lot more about the feeds/speeds. I will definitely follow your advise and continue to read into these concepts and thank you for helping me understand all of this before I start breaking tools!