Interesting. I would now say “go and check all your v-wheels”, the four on the back of the Z-plus AND the 8 on the left and right side of the X/Z gantry. And make sure they are all night and snug against the rails.
If raising the router 1" significantly reduced deflection (so, not tool deflection after all, but router/axis deflection), and since it was not quite normal to have that amount of deflection in the first place, I have a feeling there may (still) be something a little loose at the mechanical level.
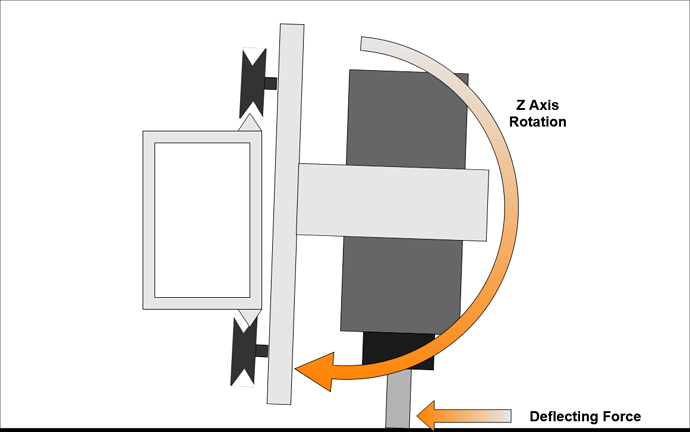
@LiamN has a fantastic thread on this, it’s a super long post (and a great read), but look for the part with that pic:
Or just proceed with milling stuff, that works too ![]()