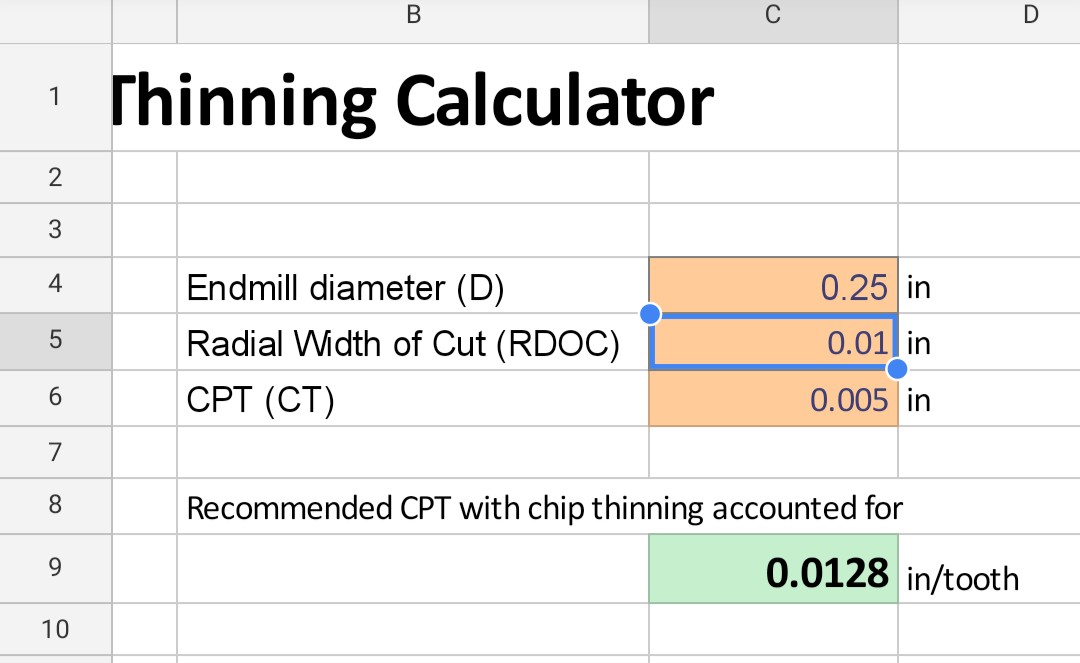
See Chip Thinning Calculator
Edit: sorry this is just an example, need to input the CPT of your usecase
Edit: check out @gmack’s calculator too