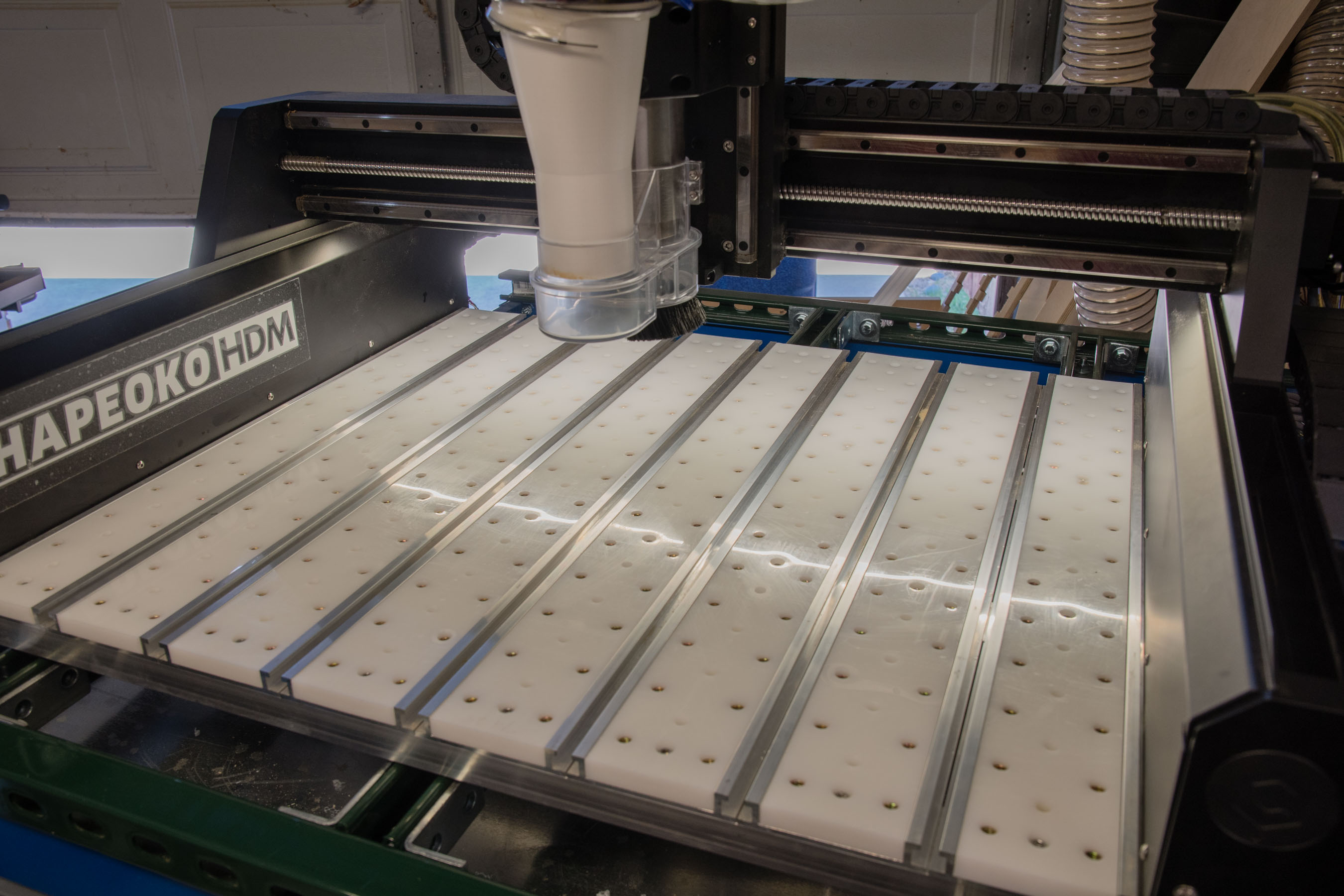
I’m really glad I added the Hybrid Table to my new Shapeoko 4 order. It has always seemed to me, with other CNC machines as well, that there is some wasted working space. It would be nice if you could always put your workpiece with the corner right at the home position. Trouble is, now I can’t get the hold-downs to fit on that side. Here’s what I plan to try: Temporarily, remove the MDF strip (either side) and rout (or tablesaw cut a full length channel, just deep enough to screw a 24" single extruded aluminum t-slot strip. One downside is, small wood screws do not hold well in MDF. Better yet, there are wide t-slot hold-down strips to completely replace the right/left MDF pieces. By the way, I haven’t been able to find replacement MDF strips for sale at Carbide 3D. Seems like a lot of work to mill/drill those strips so the screws will fit precisely. I welcome others comments.
Replacement filler strips are easily made by cutting them to width/length on a table saw (or w/ a track saw), then drilling holes and fashioning countersinks by clamping an original filler strip as a template.
I did put up a file for making them for an XXL, but it requires rotating the stock, and as you note, is a lot of bother.
If you are going to use t-track then use flat head bolts and nuts. You can get larger washers to give more bite to the bolts. Using regular wood screws does not provide much bite into the wood so the hold down hardware can not pull your screws out.
The solution is to use 6-32 threaded inserts for the holes in your t-track. What I would do is use the CNC to modify one of your center slats with a channel and holes for the t-track, then move that slat over to the far left one. I use these threaded inserts: 6-32 E-Z LOK Knife Threaded Insert
Don’t buy the insert tool E-Z LOK makes for them as it’s worthless. Just use a 6-32 screw.
For these I use 3.25mm radius holes (6.5mm diameter). If you make the holes too small the MDF will deform when you install them. If you make the holes too large they won’t hold as well as they should. You may want to experiment a bit with the hole size on a piece of scrap before you cut into your slat.
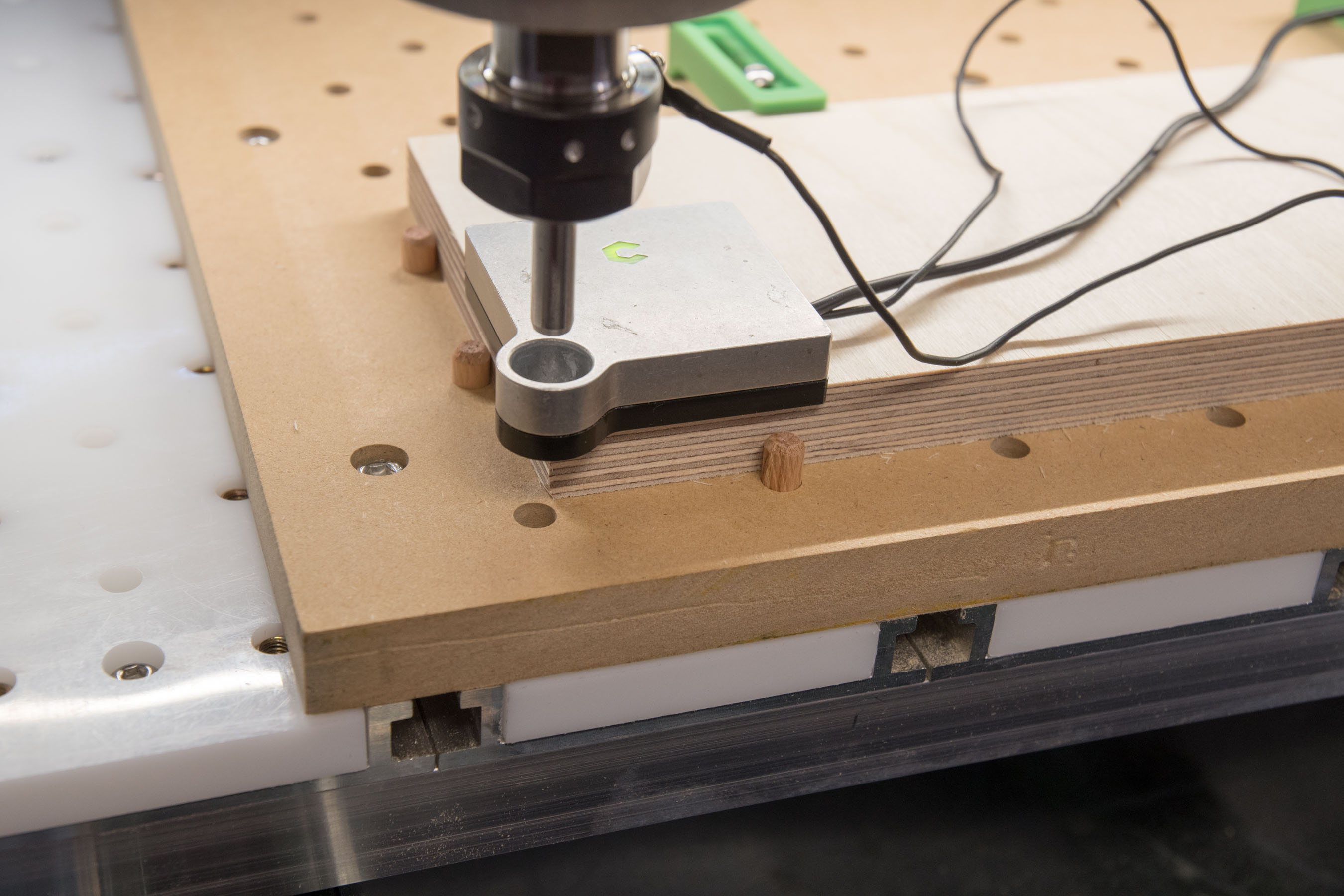
Just remember if you do that you will lose the machinable space that’s the radius of your endmill. So the advantage is you get a reference at your origin, but you won’t be able to run an endmill all the way to your origin or it will crash into your t-track. The other thing you’d want to make sure is the t-track is exactly parallel to your spindle. Any error will translate to your work piece.
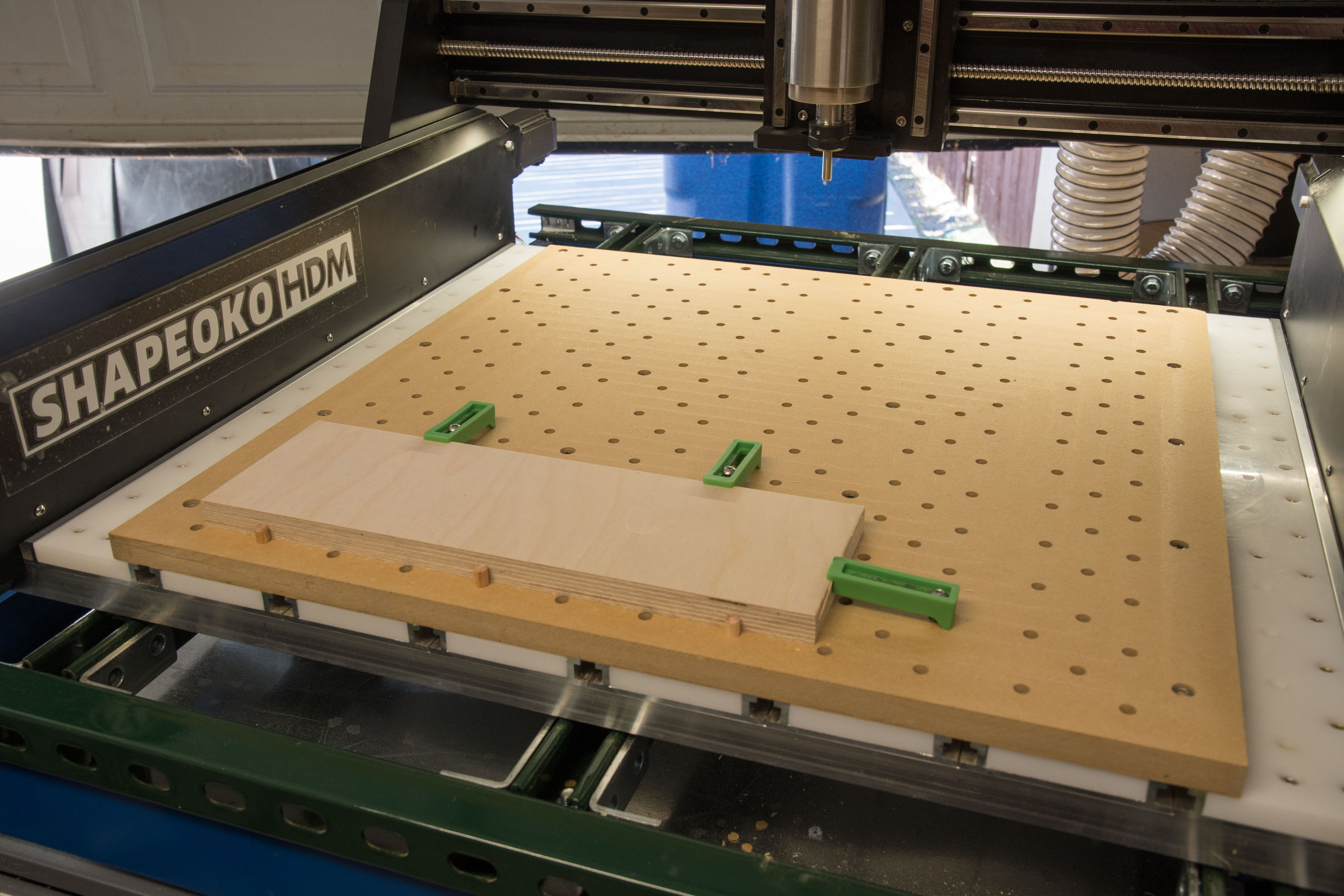
In my case I completely replaced all of my slats. For the new ones I installed two rows of 6mm threaded inserts on each slat spaced 50mm apart and one row of 8mm holes down the center spaced 50mm apart. This gives me a perfect reference that’s always parallel to my spindle. All I have to do is insert 8mm or 5/16 dowels in the holes.
Wow, Bubba, that’s a lot of precise drilling - but absolutely the best solution. I assume you DON’T use the MDF as spoil boards, or it would break a lot of mill bits. I was not aware that threaded inserts were available in metric sizes (my experience being with 1/4 and 3/8 I put in bench/bandsaw sleds. Thanks for this GREAT advice.
These particular slats are made of HDPE, but you are correct in that they aren’t intended to be used as spoilboards. There’s a grand total of 224 threaded inserts in them. You certainly could make them out of 18-19mm thick MDF with either 10mm or 15mm threaded inserts installed from the bottom and this would give you clearance to use them as spoilboards, but the problem would be when you’d need to replace them there would be a lot of threaded inserts to replace as well. My idea is to always use a spoilboard on top of them with through holes to access all the features in the slats.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.