Hi All,
I am re-posting the email sent to the support team. I have had limited response so I am looking here if anyone can help me please.
Thank you!
Keri-Ann
Hi,
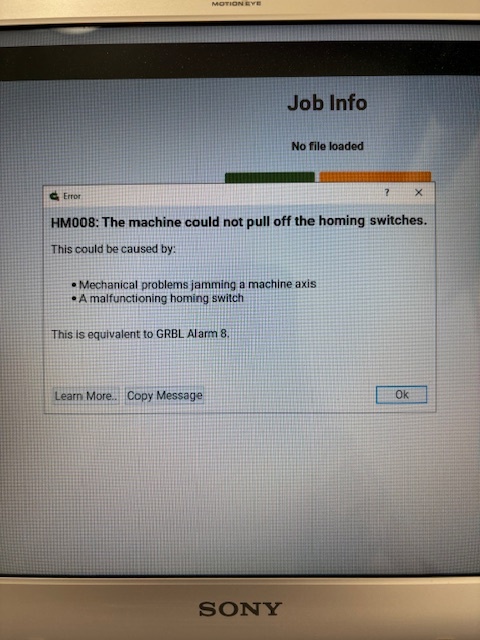
I just moved and had to reset up my PRO 5. All looks good and I ran the setup again but, now I am getting this Alarm 8 code.
The red light is on in the 2nd picture.
It looks like the Y axis is not moving back far enough to trigger the Homing switches. You can see this in the video.
I did all the testing as per the video and web page you sent me links to. Could you please call me about this issue. Also did the homing switch test with a metal strip and all the red LED’s lit.
Also re-downloaded the latest update of the software. Machine only has 59 hours on it and it ran perfectly everytime before this.
Would you please help me with this issue and call me, I am still having the same issue after rechecking everything. I have sent 3 emails to you asking for help.

https://www.dropbox.com/scl/fi/clfpx11pbphkz1kgd3nbd/Video.MOV?rlkey=bagmey1v8di9gug2ridvud5t0&dl=0
LOG FILE:
Machine: Shapeoko 5 Pro
GRBL Version: 1.1h
Carbide Motion 636
Machine Controller State: INIT
Grbl Cycle: Idle
{
“bitRunnerEnabled”: false,
“bitSetterEnabled”: true,
“bitSetterX”: -1.0,
“bitSetterY”: -1219.0,
“bitZeroType”: 2,
“connection”: 5,
“lastConfigSent”: 0,
“lastProbeIndex”: 0,
“lastSizeOption”: 0,
“odometer”: [
{
“cleared”: false,
“minutes”: 3574.225216666676,
“startDate”: “2023-08-06”,
“travelX”: 2685889.3891625404,
“travelY”: 2800588.8219811916,
“travelZ”: 484196.955578804
}
],
“showCarbideRouterRpm”: true,
“spindleType”: 1,
“travelX”: -1237.0,
“travelY”: -1237.0,
“travelZ”: -155.0,
“version”: 0,
“webhooks”: ,
“workOffsetX”: 753.5499877929688,
“workOffsetY”: 1085.699951171875,
“workOffsetZ”: 34.34400000000001
}
0 = 10, Step pulse, microseconds
1 = 255, Step idle delay, milliseconds
2 = 6, Step port invert, mask
3 = 0, Direction port invert, mask
4 = 0, Step enable invert, boolean
5 = 1, Limit pins invert, boolean
6 = 0, Probe pin invert, boolean
10 = 255, Status report, mask
11 = 0.02, Junction deviation, millimeters
12 = 0.002, Arc tolerance, millimeters
13 = 0, Report inches, boolean
20 = 0, Soft limits, boolean
21 = 0, Hard limits, boolean
22 = 1, Homing cycle, boolean
23 = 0, Homing dir invert, mask
24 = 500, Homing feed, mm/min
25 = 2000, Homing seek, mm/min
26 = 25, Homing debounce, milliseconds
27 = 1.5, Homing pull-off, millimeters
30 = 24000, Max spindle speed, RPM
31 = 0, Min spindle speed, RPM
32 = 0, Laser mode, boolean
100 = 80, X steps/mm
101 = 80, Y steps/mm
102 = 160, Z steps/mm
110 = 5000, X Max rate, mm/min
111 = 5000, Y Max rate, mm/min
112 = 3000, Z Max rate, mm/min
120 = 500, X Acceleration, mm/sec^2
121 = 500, Y Acceleration, mm/sec^2
122 = 500, Z Acceleration, mm/sec^2
130 = 1250, X Max travel, millimeters
131 = 1250, Y Max travel, millimeters
132 = 155, Z Max travel, millimeters
Maintenance:
Travel (km) 2.69, 2.80, 0.48, 59.57 Hours since 2023-08-06
Queue Empty
