When using 3rd party bits many times they supply F&S. Be careful because many of their recommendations are for commercial machines and their F&S is fantastically high for a hobby level machine. What I do is take an existing C3D tool that is similar and use that as a guide for making the F&S. If you pick a tool there is no equivalent tool in the C3D library start conservative and increase until you need to back off. You can do that by editing the custom database or in CM while running a job just increase the speed until you need to back off. Then you can edit the custom database for the material and F&S you figured out by running the bit.
Never run router bits with bearings. CM and CC do not understand bearings and you can cause damage using bits with bearings. If you have a bit with a bearing you can remove the bearing usually but on bottom bearings you have a nub that sticks out so that can cause problems. Best not to use a bit designed for a bearing.
You can add tools to your tool library for your machine. I have added around 60 extra tools in my library and there are many third party tools. I have also added a 45, 30, 20, and 15 degree V-carving tools as well. You have some good advice in how to add your tools to your library, but the tutorial will help.
I have added round over bits and bowl slot bits as well. When you add a tool there are things you can put in place as far as feeds and speeds, stepover, and spindle speeds.
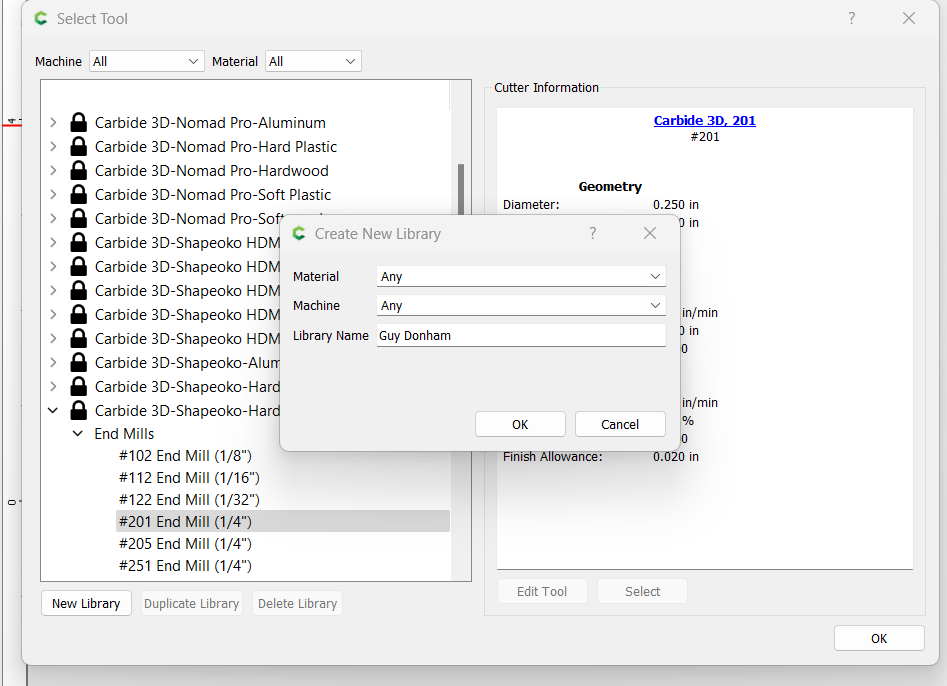
To create a custom library there are several ways. In CC in the Edit menu pick the Show Tool Database and the C3D tool database is shown. Pick a similar tool if there is one and write down the parameters to duplicate in your custom database.
The database is created as a .csv file format which is a text file that is a comma separated values file. That file can be opened in a spreadsheet. To find the file open CC and in the Help menu pick About and then select the Open Data Directory. Then there open the CC directory and then tools. There will be the custom database you created that is blank. I use LibreOffice but Microsoft or any spreadsheet application you use can be used to open the file. Then just edit the fields with the information you have. If you have a similar tool in the C3D library use those parameters to populate the file. When finished just “Save As” and save in the .csv file format. Do not save in a spreadsheet format because CC cannot read those types of file. In LibreOffice the save as is Text CSV.
Other spreadsheets may have different verbiage. Once created and saved you can open CC or restart it and the database you created will be available. In the file you can add as many tools as you want. Just be careful to use a unique number for the tools and do not duplicate any C3D tools. CC will be confused if you duplicate tool numbers. So for the initial new database you can edit the file anytime you want and change the parameters any way you want, save the file and restart CC for the new parameters to take effect.
There are other ways to create the custom database but that is the method I use. Just remember after editing the custom database in the spreadsheet file to “Save As” an .csv file.
To get the information for tools that are not similar to the C3D tools go to the manufacturers site and see if they have recommended Feeds and Speeds (F&S) and take their recommendations with a grain of salt because many of the recommended F&S are for heavy duty cnc machines. Use the tool database from C3D to get some conservative depth of cut depth, IPM and plunge rates. After populating your custom database put some scraps on the cnc and cut some things to see if you need to modify your custom database. You can make several tools that are the same tool but for different materials and just give each instance a unique tool number. You would need to print out your custom database to use as a reference during usage in CC to remember what each tool number is and its function.
To piggyback on what you said about adding tools, I added mine straight in CC. I make the new tool file. I click on add new tool, and I input all the data to that tool in the fields available.
Also, the testing of feeds and speeds with material would be best tested on the sheets of pink foam insulation. This way if the tools that are added are too fast in the feed rate, they wont break ripping across woods. The pink foam would be more forgiving.