First, an Advanced V carving:

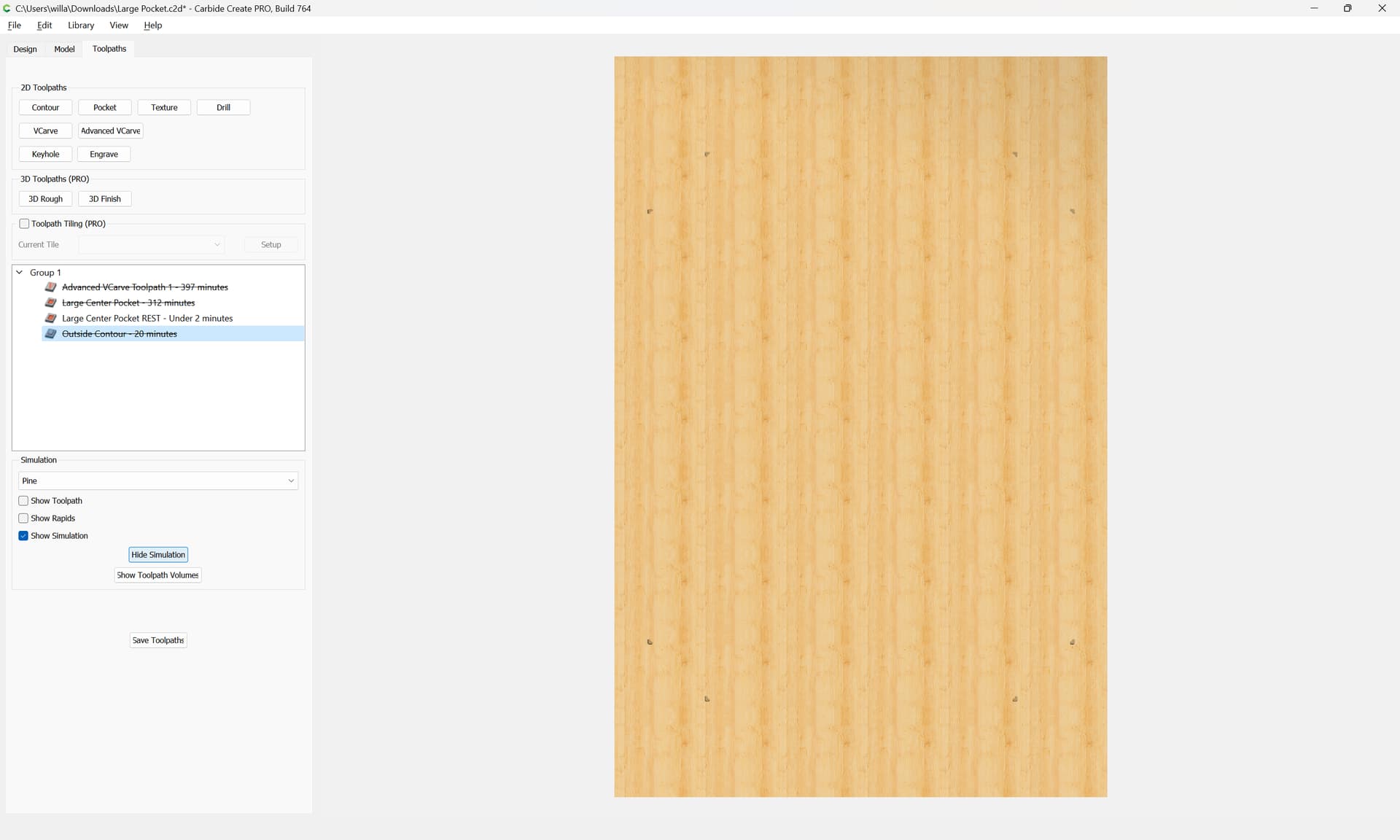
which previews well with sharp corners:

You’re removing a lot of material — it will help to optimize feeds and speeds, see:
REST machining (if you have Pro) would work as:
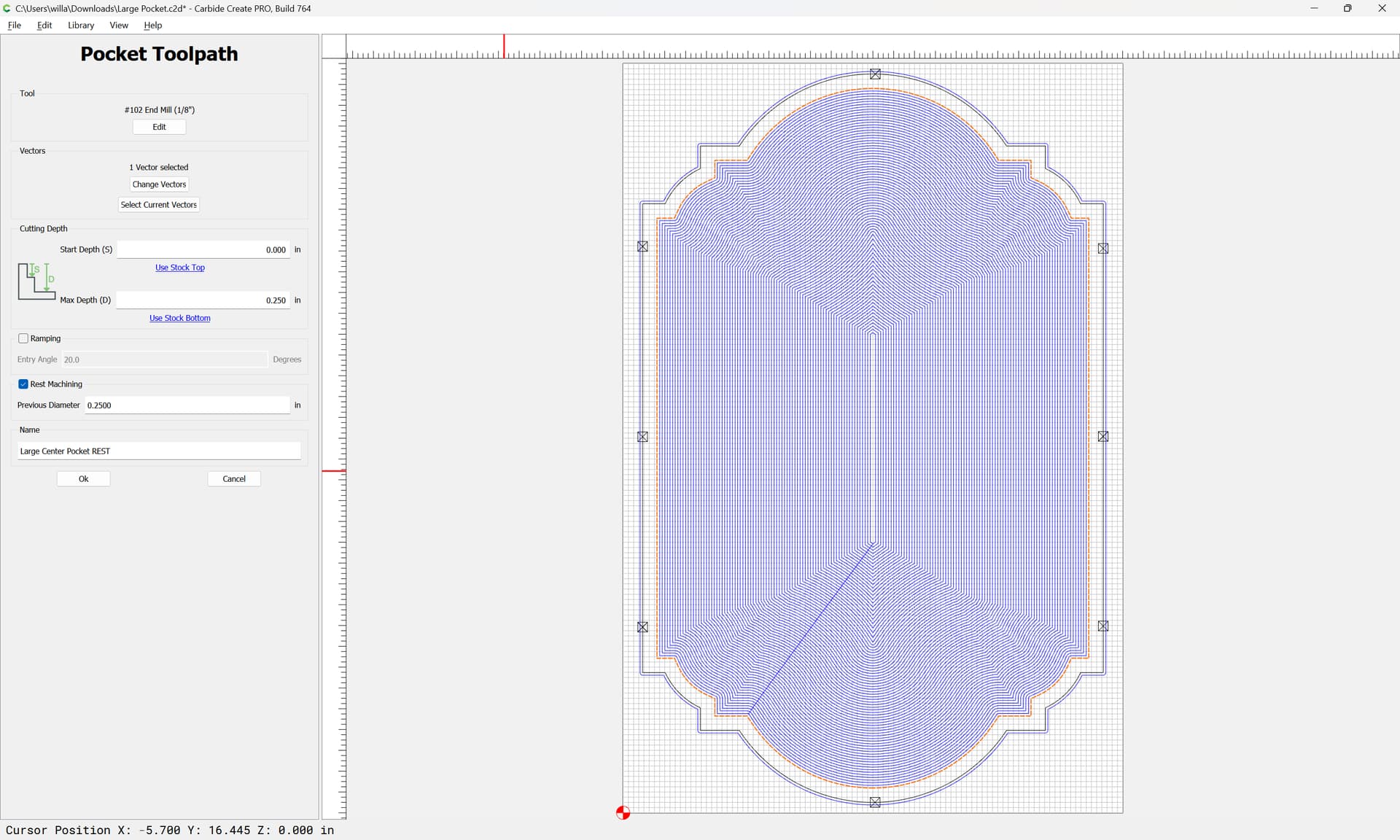
and you can see the material which it would remove:
Note that rather than cutting a slot the same width as the diameter of the endmill:
(esp. one which is greater in depth than the length of the cutting flutes on the tool in question)
one should add geometry:

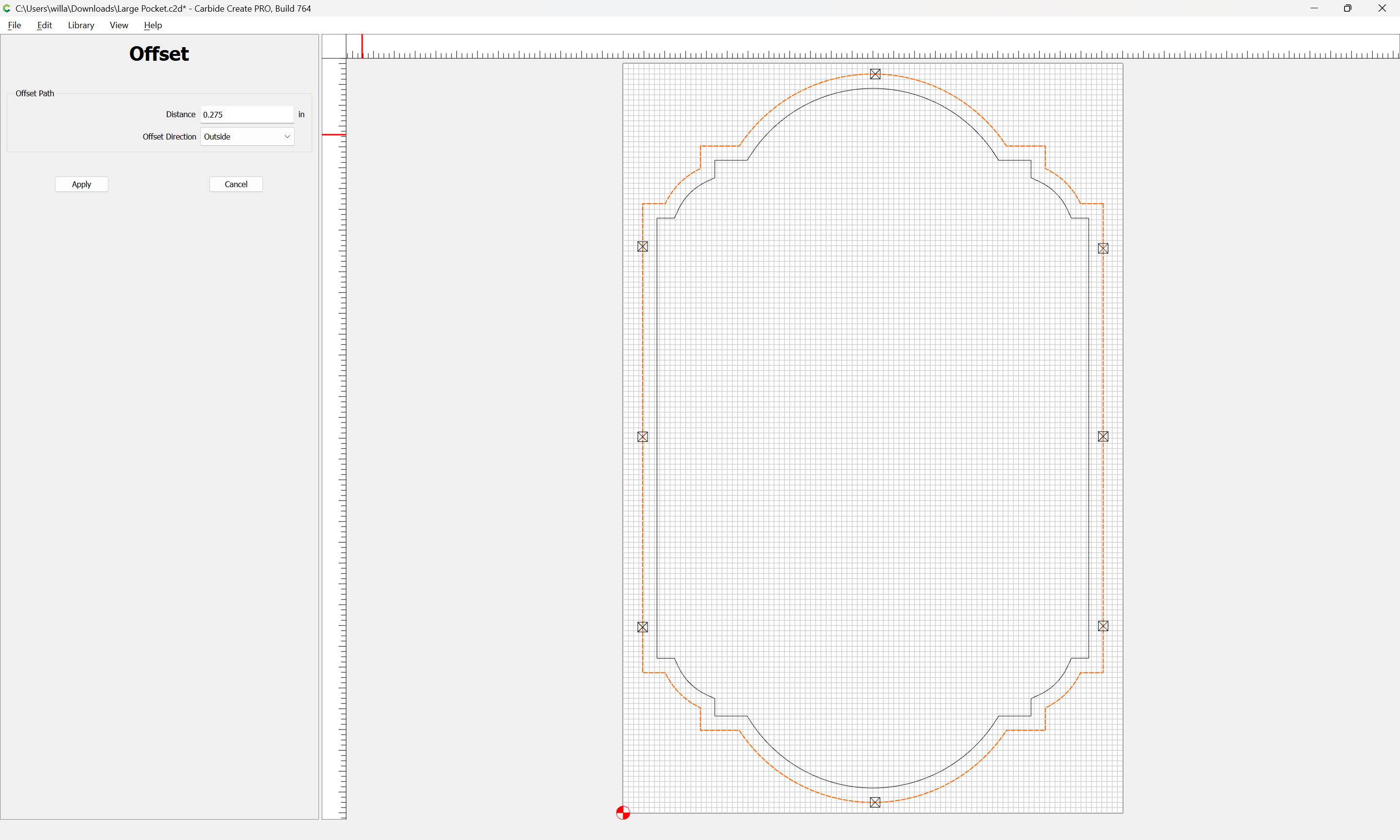
Apply

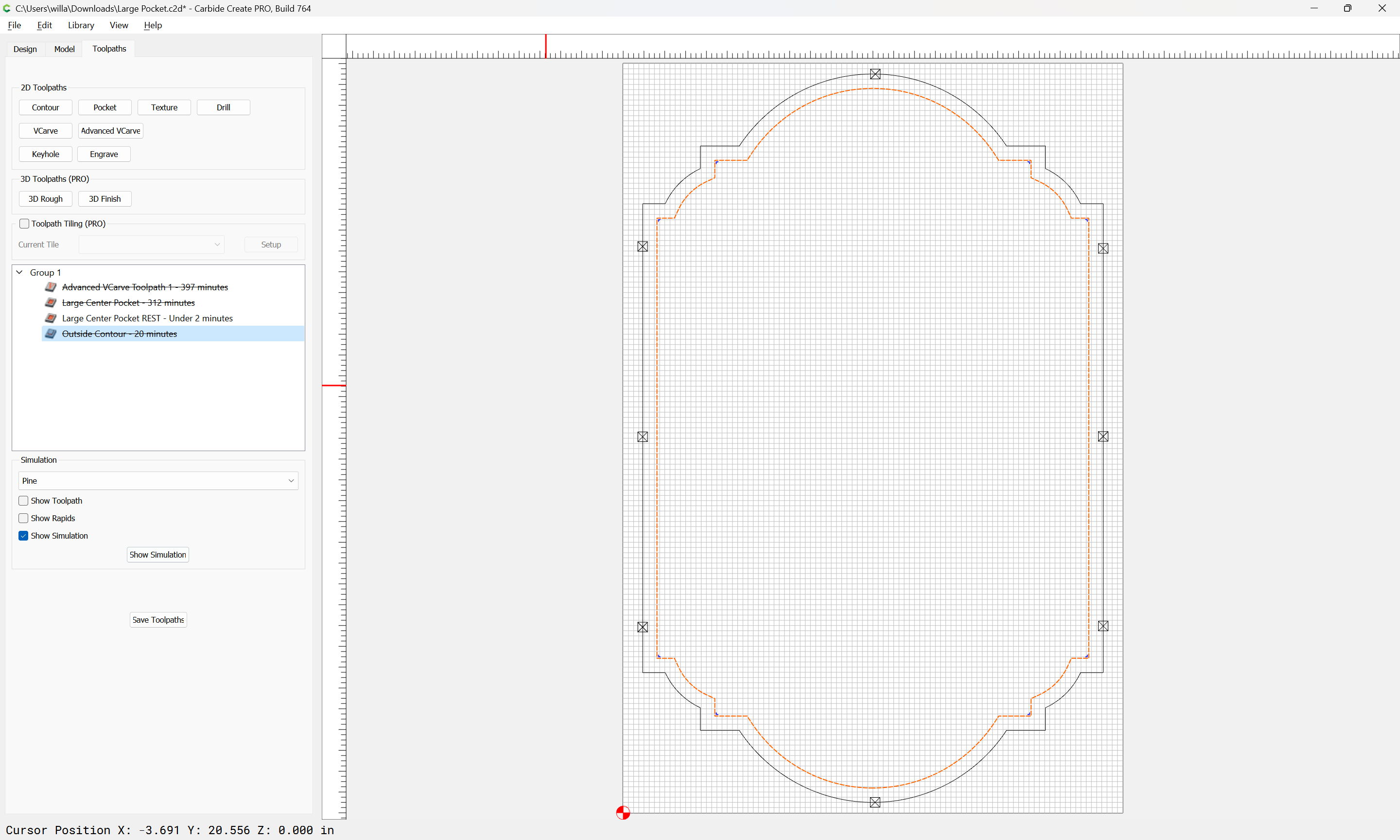
and cut as a pocket down to tab height:
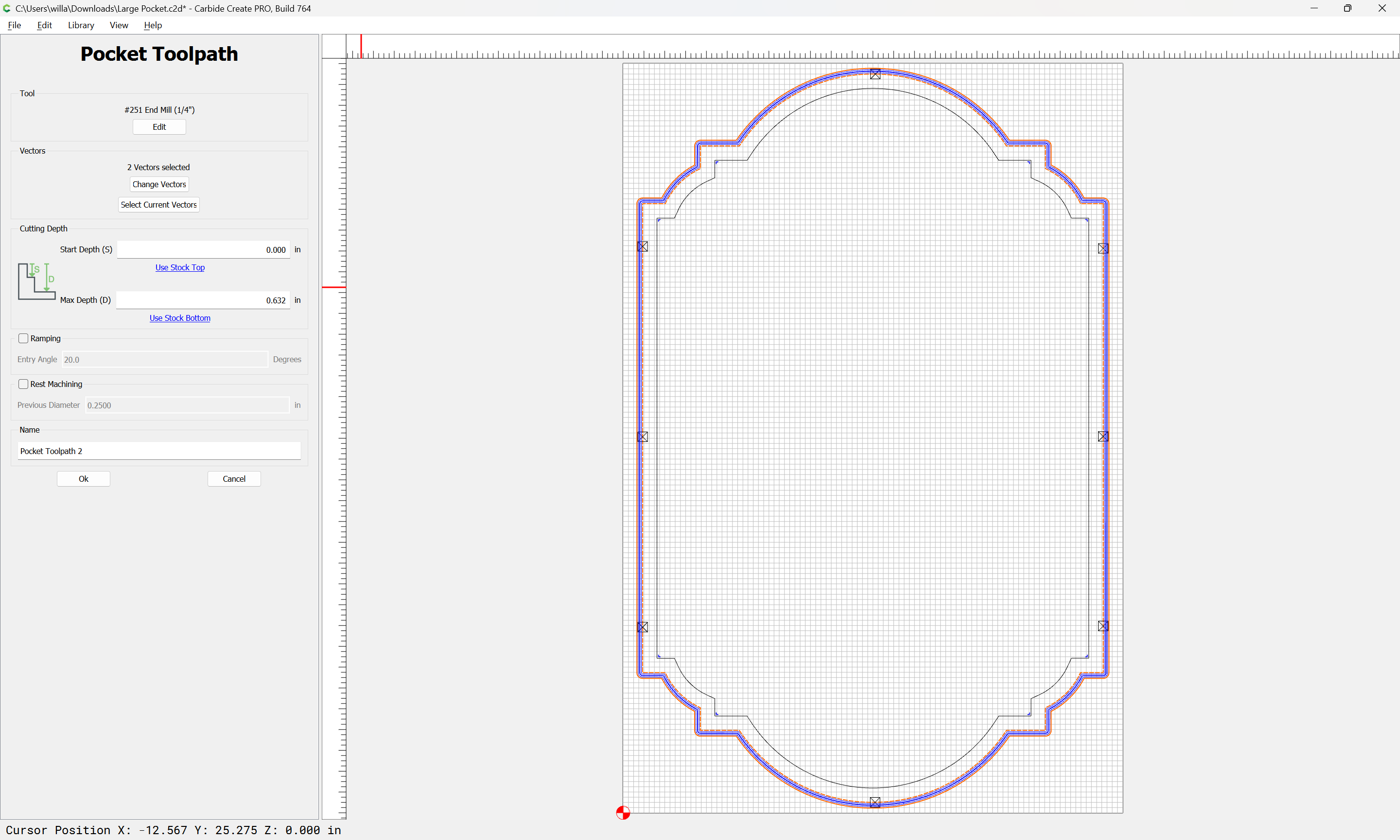
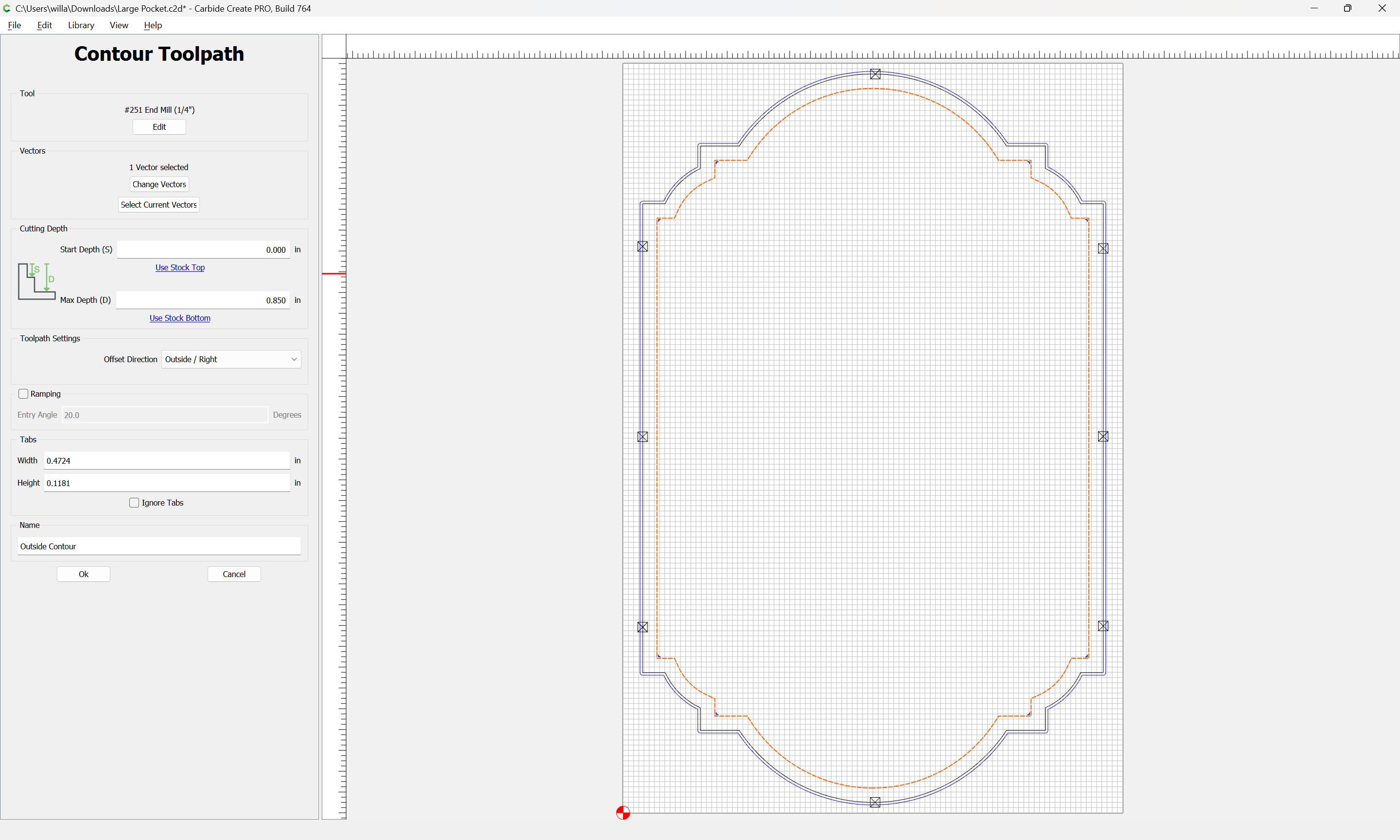
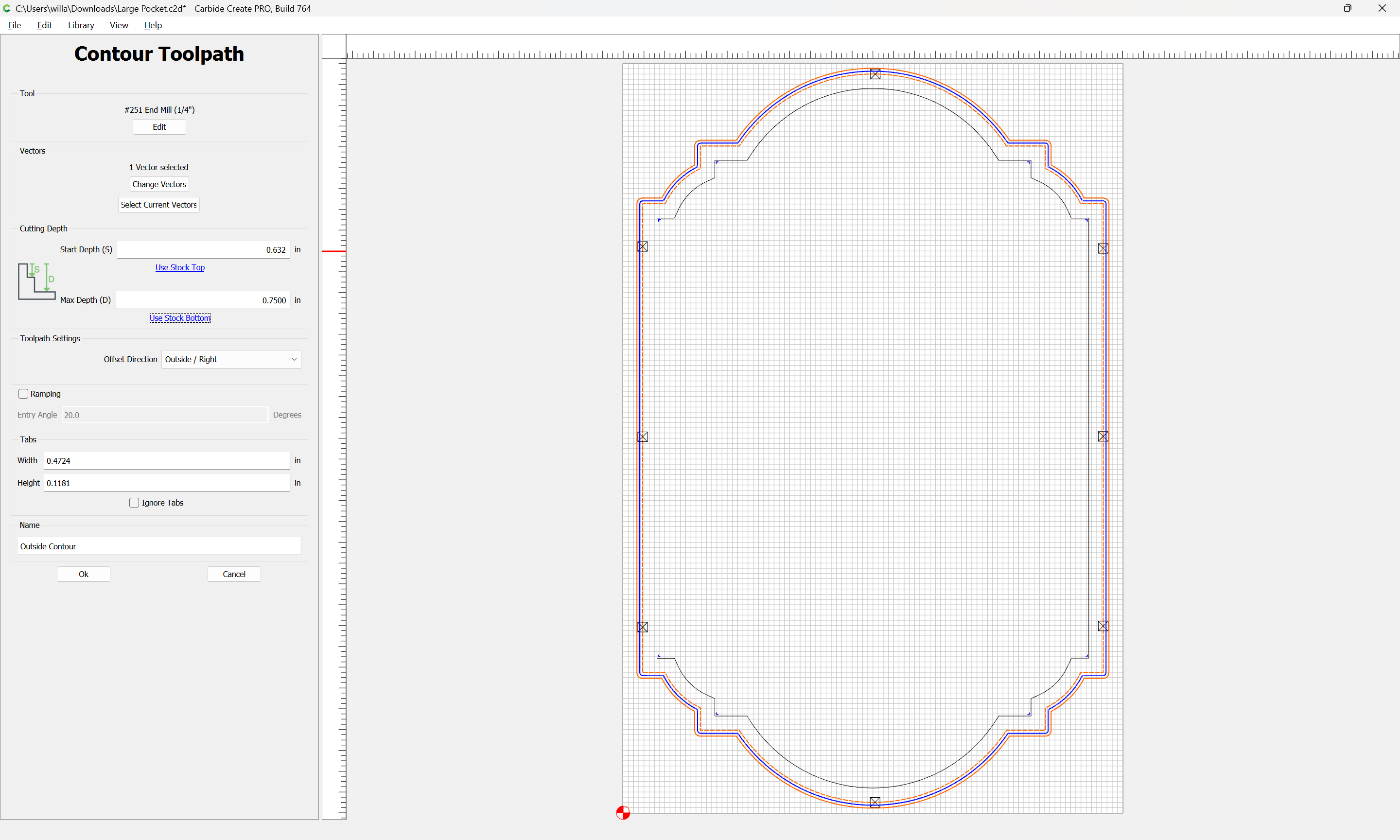
and then allow the cut to finish with the perimeter cut which will cut the balance of the material — if desired, it could be started at the bottom of the previous pocket:
If you’re making a frame, perhaps you would want to make it out of separate boards rather than a sheet good or glue-up? See: